![]()
![]()
![]()
6.1 Introduction
6.2 Conception
6.3 Support de la structure
6.4 Construction de la quille, de l'étambot et de l'étrave
6.5 Fabrication de membrures, porques et varangues
6.6 Levage des membrures
6.7 Livet de pont
6.8 Ligne de brisure
6.9 Concordance des membrures
6.10 Construction de contre-bauquière
6.11 Armature de coque
6.12 Chemises des tubes d'étambot et de jaumière
6.13 Supports de paliers
6.14 Construction du bâti de moteur
6.15 Quilles de roulis
6.16 Spécifications pour le montage d'une tuyère
6.17 Travaux préparatoires à la coulée du mortier
6.18 Méthode de coulée
6.19 Durcissement du mortier de la coque
6.20 Essais à l'eau et dernières finitions
La technique de construction illustrée dans ce document est fondée sur la méthode utilisée par la FAO en Inde, alors que trois types différents de bateaux de pêche ont été construits à l'Institut Central de Formation Nautique et d'Ingénierie des Pêches à Cochin, Kerala.
On a utilisé une technique bien au point et éprouvée pour les cours de formation car elle offrait le meilleur moyen pour transmettre la formation à ceux des participants n'ayant aucune expérience préalable du ferrociment en tant que matériau de construction des navires et à ceux qui n'avaient pas l'expérience de la construction navale. L'Institut disposait cependant d'une petite équipe de charpentiers qui connaissaient la construction des bateaux de pêche en bois.
La décision de construire les coques en ferrociment, y compris les varangues, les porques, les bâtis des moteurs et les bauquières n'était pas le résultat d'une réflexion sur le matériau mais se justifiait par le programme serré de formation et de construction. Si on avait disposé de plus de temps, au moins les ponts, les cloisons et tous les hiloires auraient également été construits en ferrociment avec une économie appréciable en coût et utilisation de bois. La décision de construire le reste du navire en bois montre que le ferrociment peut facilement être marié à d'autres matériaux.
Les constructeurs et architectes navals utilisant le ferrociment comme matériau de construction doivent être bien conscients du fait que le ferrociment a ses propres caractéristiques et que, par conséquent, un dessin nouveau ou modifié doit faire le meilleur usage de celles-ci
On doit tenir compte du poids vraisemblablement plus important de la coque et surtout pour les bateaux plus petits, bien que, en fait, l'augmentation de poids relative se réduira au fur et à mesure que le bateau sera plus grand.
Il sera nécessaire de connaitre les poids réels des échantillonnages à utiliser (peut-être en réalisant quelques essais) pour être capable de calculer la stabilité et en plus de modifier quelques parties du dessin par rapport à ce qui se fait habituellement.
Par exemple, l'étrave et le tableau arrière auront besoin d'angles bien arrondis. Les surfaces planes dans toutes les parties du dessin devront être réduites à un minimum pour mieux utiliser la résistance du matériau donnée par les courbes.
En avançant dans le dessin, on devra examiner les raidisseurs transversaux et longitudinaux, les varangues, les bâtis de moteurs, les cloisons, les supports d'équipements en plus du pont et des superstructures pour s'accorder aux nécessités du matériau et à l'ensemble du dessin. A l'armement, les zones vulnérables devront recevoir une protection supplémentaire pour supporter les chocs dûs par exemple aux panneaux de chalut, remonte filets et listons de défense. Les porques de pavois devront être protégées dans les zones de travail du pont
Comme on l'a vu plus haut (voir page 13) au sujet de la charpente de la toiture, il est pratique de disposer d'IPN de 160 mm (Euronorm 24.62), alignés dans l'axe de la coque dans le chantier. Ceci aidera à soutenir la coque, ce qui est nécessaire pour maintenir stable l'armature pendant que l'on effectue la construction et la coulée et la prise du mortier bien que le gabarit de quille et le sol supporteront tout le poids de la construction
A ce stade, il sera utile de marquer clairement les divers points, PP.AV., PP.AR. et les axes de toutes les membrures ou sections sur l'IPN. Ceci aidera au moment de la levée des couples décrits plus loin en même temps qu'à positionner le gabarit de quille.
Comme toute structure en ferrociment a besoin d'être parfaitement immobile pendant la coulée, on doit avant tout s'inquiéter des besoins en supports à toutes les étapes de la construction. La dimension des supports varie évidemment en fonction de la taille du navire et du coût supplémentaire qui peut ainsi être occasionné
Figure 9 Exemple d'assemblage de gabarit de quille
4. Assemblage de gabarit de quille.
Quille
La quille ressemble, en fait, à une longue poutre de béton armé et demande un gabarit dimensionné en fonction de la largeur de la quille, soutenu par des supports assez solides, non seulement pour supporter tout le poids du bateau (si on doit le maintenir sur le gabarit pendant l'armement) mais également pour permettre une marge de sécurité suffisante.
La largeur nominale de la quille pour un bateau de pêche de 12-15 m sera de 150 mm et la déclivité de la quille et sa distance à la ligne de flottaison pourront être prises sur le plan des formes et la table des cotes. Sachant qu'il vaut mieux garder la coque à une hauteur facilitant le travail et connaissant la hauteur disponible entre la charpente et le sol ainsi que la hauteur totale du bateau, si celui-ci est terminé sur le gabarit, on peut déterminer la bonne distance entre le sol et le gabarit de quille et donc la hauteur des supports du gabarit de quille.
En se référant à la fig. N°9, on peut voir que le gabarit est fait d'un UPN de 160 mm (Euronorm 24.62 et 54.79) renversé et que les tréteaux seront réalisés en cornières égales de 50 × 50 × 6 (Euronorm 56.65) avec entretoises en cornières de 40 × 40 × 4.
La fig. N°9 montre également que le gabarit comporte des sections mobiles pour le déplacement de la coque et pour l'enlèvement final du gabarit de quille.
Figure 10 Armature de membrure et de coque en ronds à béton
Figure 11 Assemblage de tige de suspension réglable
Membrures
Chaque couple demande des entretoisements adéquats transversaux, verticaux et diagonaux qui, s'ils sont disposés convenablement, maintiendront non seulement les membrures et la coque ensemble mais serviront aussi de plate-forme aux ouvriers au moment du montage et de la coulée. En examinant les détails de l'armature (Fig. N°10), on peut voir que des tubes gaz d'acier noir de 20 mm de diamètre intérieur ont été indiqués pour l'entretoisement
Tandis que l'on met en place les travaux de la coque, on fixe des tiges de suspension règlables entre l'IPN de la charpente et les entretoises supérieures des membrures pour soutenir l'ensemble et pour affiner le positionnement des éléments (Réf. Fig. N°11). C'est pourquoi il est important que l'élément auquel on accroche les tiges de suspension ne puisse absolument pas se déformer au cours de la construction de la coque.
Il est donc nécessaire de connaitre la hauteur de la charpente par rapport aux entretoises de chaque couple pour calculer la longueur des tiges de suspension règlables.
On remarquera sur la fig. N°11 qu'on a choisi des tubes carrés de sections 30 × 30 mm et 25 × 25 mm qui coulissent les uns dans les autres. Ces tubes sont percés à l'avance pour faciliter le règlage (et ainsi resservir pour d'autres bateaux). Ils sont munis dans leur partie basse d'une tige filetée pour affiner le règlage.
Etrave et poupe
L'étrave et le tableau, du fait de leur élancement, demandent un support suffisant pour les maintenir en place tout au long du montage et, en plus, les tenir pendant l'opération de la coulée. Ces appuis doivent cependant être placés de façon à gèner aussi peu que possible l'opération de coulée du mortier.
Le support est habituellement réalisé à l'aide d'un étai en A en cornière d'acier doux. La taille de la cornière dépendra de celle de l'étai, habituellement de la cornière de 50 mm pour les plus longs et 40 mm pour les plus courts.
Pour la construction on n'utilise pas de tubes gaz en acier doux ou de tubes de ce genre en quelque point de la structure si ce n'est pour l'entretoisement.
Par le passé, on a utilisé des tubes pour une grande variété de navires, mais leur utilisation n'est pas recommandée à moins qu'il ne soit prévu d'en remplir l'intérieur de mortier.
Cette opération n'est pas facile car on ne dispose pas toujours de l'équipement adéquat et il est difficile d'avoir accès à tous les tubes après ou même avant la coulée du mortier. Si on ne procède pas au remplissage des tubes, il est presque certain que les parois des tubes seront rapidement corrodées par l'air et la condensation.
Comme il y a une grande diversité de quilles et d'étraves pour la foule de types de bateaux de pêche à travers le monde, avant de prendre une décision sur les ronds à béton à utiliser dans une construction, on doit tenir compte de:
a) Longueur et hauteur de la coqueConstruction de la quille
b) Largeur de la quille et de l'étrave
c) Modèle de vue en plan et de profil de l'étrave
d) Facilité d'accès pour s'assurer de la pénétration du mortier pendant la coulée
e) Type d'équipement à fixer après coulée p.e.: tête d'étrave
Sur un bateau courant de 10-15 m, le choix du diamètre de fer rond déterminé par expérience se situera entre 12 et 16 mm suivant le type de bateau. Dans le cas d'un bateau aux conditions de pêche variées, on utilise du rond de 16 mm à entraxes rapprochés à la base de la quille.
Avec une largeur de quille de 150 mm par exemple, on trouvera judicieux d'utiliser 5 tiges de diamètre 16 mm espacées de 14 mm entre elles (voir fig. N° 12). Ceci laisse assez de place pour permettre la pénétration du mortier en utilisant une aiguille vibrante lors de la coulée dans la région de la quille.
Après avoir positionné correctement le gabarit de quille et lui avoir donné l'angle voulu avec l'horizontale, les sections/couples seront clairement tracés de chaque côté sur le fer U et sur toute sa section.
Des liaisons semi provisoires seront nécessaires pour tenir l'armature de la quille en position pendant le montage des membrures..
Les liaisons pourront être faites de carrés ou de ronds avec des pattes en tiges filetées de diamètre 10 mm, fixées pour passer entre les deux ronds extérieurs de 16 dans l'armature de la quille et traverser l'âme du gabarit de quille. Ces liaisons doivent être placées près des pattes de quille ou d'armature sans interférer avec elles. Elles devront laisser un espace suffisant pour la pénétration du mortier jusqu'aux éléments qui restent dans leur position pendant la coulée.
Après perçage du sommet du gabarit de quille pour recevoir les tiges filetées, on peut positionner les cinq ronds de 16 en utilisant un simple outil de montage fait pour celà (voir fig. N° 13). Les liaisons semi temporaires peuvent être mises en place et serrées pour tenir les ronds en place. On peut maintenant procéder à la fabrication du réseau de tiges de l'arrière pour monter le talon de gouvernail. En même temps, les raccordements des ronds doivent être décalés, correctement assemblés et soudés.
On doit maintenant faire attention à la manière dont les ronds de la quille seront rattachés à l'avant, à l'intérieur de l'étrave. Le rond central reprendra le rond central de l'étrave et, de ce fait, pourra être coupé à 150 mm à l'arrière de la position d'une membrure située au début de la partie droite de la quille. La paire de ronds extérieurs de la quille peut être cintrée pour épouser la courbe du pied de l'étrave et s'insérer dans la largeur de l'étrave. La paire de ronds intérieurs sera disposée parallèllement au rond axial et cintrée pour suivre la courbe du brion. Les tiges seront coupées au point de leur rencontre avec la paire de ronds extérieurs.
Les ronds de 8 peuvent maintenant être soudés par points à mi distance des membrures sur les ronds de quille pour les relier entre eux et les maintenir ainsi en position définitive. A cette étape, le fait de marquer les centres de membrures en travers des ronds de quille s'avèrera utile dans le montage futur. On peut maintenant supprimer les tiges filetées provisoires, soulever les ronds de quille au-dessus du gabarit de quille et les placer sur des chevalets appropriés.
Le grillage que l'on doit utiliser sur la coque, dans ce cas du grillage soudé galvanisé à chaud de 13 × 13 × 1 mm, peut être étendu sur le sol de l'atelier à la longueur désirée. Trois couches sont bien agrafées à plat ensemble en permettant un débordement de trois mailles - 40 mm - sur le long pan de chaque couche.
5. Armature de quille sur le gabarit de quille.
La longueur de grillage ainsi préparé est maintenant centrée sur la face inférieure des ronds d'armature de la quille et leur est liée par du fil de ligature ou des agrafes de diamètre 1,5 mm. Les ligatures doivent être assez éloignées des attaches provisoires et des membrures mais cependant assez proches - environ 125 mm - pour s'assurer que le grillage est fixé solidement et bien à plat sur l'ensemble des ronds de la quille.
Une fois cette opération terminée, on peut remettre tout l'ensemble sur le gabarit de quille, positionné et centré avec précision par rapport aux axes des membrures sur des entretoises de 10 mm en bois dur (teck) ou fibre de verre placées pour éviter les membrures et les liens provisoires mais assez proches cependant des positions des membrures de façon à ne pas empêcher la pénétration du mortier. Ces entretoises peuvent être bisautées sur chant pour assurer leur maintien dans le mortier ou enlevées après la coulée et les vides ainsi laissés seront remplis par une charge en époxy.
Après avoir resserré les ligatures provisoires, on peut légèrement laisser tomber le grillage sur le support de quille pour gèner le moins possible le travail en cours.
La résistance de la quille peut être augmentée par l'addition de ronds placés après la levée des membrures. Ces ronds peuvent être placés sur la ligne de rablure et/ou par la mise en place d'une porque longitudinale sur la ligne axiale de la quille. Le choix est dicté par la longueur et la profondeur de la structure prévue pour la quille. On verra, après avoir terminé la pose de la structure de la “peau” de la coque, que la structure de la quille en forme de poutre en caisson armé permet d'apporter une énorme résistance à la coque.
Construction de l'étambot
A ce stade de la construction, on cintrera un rond de diamètre 16 mm - suivant la ligne du dessin - en utilisant le gabarit construit auparavant (Réf. § 2.10) en descendant depuis le haut du tableau, en suivant la ligne axiale jusque et au-delà du point final de la quille. Laisser la place pour le marquage dans l'axe, de la mèche de gouvernail, de la ligne centrale et des points de couples ainsi que des entretoisements provisoires dont on aura besoin. Un espace de 12 mm sera réservé pour l'armature de la coque et l'enduit de mortier à l'extérieur de la tige d'étambot dans ce montage particulier. Après la mise en place de la chemise du tube d'étambot, le fer rond de l'étambot sera ferraillé plus tard.(voir page 88)
Construction de l'étrave
La tige initiale de 16 mm de diamètre sera cintrée suivant le gabarit d'étrave préparé d'avance en laissant un espace de 12 mm pour le mortier à l'extérieur de la tige d'étrave. Dans ce cas, la ligne de rablure remonte tout le long de l'étrave (contrairement à une ligne fantôme utilisée parfois par les dessinateurs). Une tige de 16 mm de diamètre est aussi cintrée suivant la ligne de rablure, marquée sur le gabarit en réservant également un espace de 12 mm à l'intérieur de la ligne de rablure. Les deux tiges sont coupées aux endroits voulus pour l'insertion de tubes d'acier pour l'équipement de la tête d'étrave dont les fixations auront normalement été prévues par le dessinateur. Le diamètre intérieur du manchon devrait idéalement être légèrement plus grand que celui du boulon galvanisé qui doit y passer. La tête d'étrave sera fixée avec des boulons galvanisés de 16 mm de diamètre et donc le diamètre intérieur du manchon devra être de 18 -20 mm
Figure 14 Construction d'étrave
Deux ronds de 16 mm de diamètre sont cloués provisoirement au gabarit et un rond de 6 mm de diamètre est plié en zigzag et soudé à des points distants d'environ 115 mm alternativement sur les ronds d'étrave et de rablure (Réf. Fig. N°14). Cet assemblage terminé, avant de le détacher du gabarit, on doit marquer clairement et avec précision la tête d'étrave, la ligne axiale du pont, la ligne de flottaison ainsi que les emplacements des couples. (Il est préférable d'utiliser une peinture émulsion blanche sur chaque côté de la pièce plutôt que de tracer un gribouillis avec une lame de scie).
Les composants de l'étrave devraient toujours être entretoisés de façon adéquate mais provisoire avant d'être enlevés du gabarit et l'entretoisement doit rester en place jusqu'à ce que le support par des étais en A à partir du sol soit réalisé.. De cette façon le risque de déformation est minime.
En plaçant l'étrave dans sa position définitive, on utilise un fil à plomb pour situer sa charpente à 12 mm en arrière du point hors tout avant. Quand on en arrive à placer la ligne de flottaison, on peut faire coincider l'étrave avec la position de la membrure et couper le fer rond d'étrave pour s'adapter à l'extrémité de la tige centrale de la quille.
6. Raccordement des armatures d'étrave et de quille
La tige de la ligne centrale de rablure sera reliée à un point à mi parcours entre deux couples à une tige continue de 16 mm de diamètre située sur la ligne axiale à 12 mm au-dessous de la ligne réelle de rablure qui court tout le long de la quille et rejoint l'étambot. On la fixera en place après avoir levé les membrures.
Deux ronds supplémentaires de 16 mm de diamètre sont cintrés suivant la ligne de rablure en laissant un espace de 12 mm pour l'épaisseur de la paroi de chaque côté de l'étrave. Ces deux tiges sont rejointes par des tiges de 6 mm de diamètre en acier étiré à froid dont les centres sont à 350 mm de la tête de l'étrave. Après avoir mis en place les membrures, des tiges de 6 mm dont les centres seront espacés de 50 mm seront soudées en travers des tiges de rablures sur la face interne de l'étrave. Les deux tiges extérieures de rablure s'arrèteront sur la face avant de la membrure la plus proche de la partie rectiligne de la quille quand elle aura été levée.
Plus tard dans la construction, la face interne de l'étrave sera grillagée et agrafée après que des trous d'accès pour l'aiguille vibrante auront été pratiqués dans la tige centrale de rablure à certains endroits pour permettre un remplissage parfait quand l'étrave est vibrée pendant la coulée.
Une autre solution, si la ligne de rablure est conçue comme une ligne virtuelle et que l'on ait besoin d'une plus grande résistance de l'étrave, consiste à bâtir une porque au bas de l'étrave ou à créer une surface interne artificielle pour établir une section d'armature triangulaire.
Tiges de membrures
Les membrures sont réalisées directement à partir d'un gabarit. Comme les membrures terminées sont généralement assez lourdes et difficiles à manipuler, il est préférable de poser les panneaux de gabarit sur une surface plane dans l'atelier auprès de la coque en construction. Pour fabriquer les membrures, on doit, avant tout, décider de la meilleure méthode pour cintrer les ronds du ferraillage. Les moyens mécaniques pour créer les formes sont généralement plus une entrave qu'une aide à cause de la variété et du caractère hors normes des courbes à réaliser.
D'après mon expérience, le meilleur moyen pour obtenir une courbe précise sur les ronds des membrures consiste à utiliser un équipement maison. On place un tube de 65-75 mm en acier doux verticalement sur le côté de l'aire de fabrication des membrures, fixé au sol et à la charpente du batiment.
Sur ce tube, à hauteur convenable pour le travail de l'opérateur, on fixe des demi sections de 25 mm de long de tubes dont le diamètre intérieur correspond au diamètre extérieur des ronds de membrures. Des paires de ces demi tubes sont décalées entre elles et par rapport au tube principal et fixées avec un entretoisement suffisant pour résister aux efforts du cintrage des membrures. Exactement les mêmes supports sont nécessaires à la base ou près de la base du tube vertical pour faire des contre courbes si besoin est, ou si la tige de membrure est trop longue pour pouvoir la cintrer.
Chaque paire de tiges de membrure, dans ce cas de diamètre de 16 mm, devrait être cintrée parallèlement à la ligne de membrure et à 12 mm à l'intérieur de celle-ci. On doit les conserver dans un plan parfaitement vertical (l'écart de 12 mm est prévu pour l'épaisseur du mortier à l'extérieur des tiges). Ce travail peut être réalisé en commençant par la ligne de pavois en conservant un excédent de longueur de 100 mm et en travaillant progressivement. On utilisera de la craie pour marquer les excès ou les manques de cintrage jusqu'à ce que l'on obtienne la courbe complète. Quand le cintrage est terminé, la paire de ronds est clouée provisoirement sur le gabarit à 12 mm à l'intérieur du traçage de la membrure en question. La base de chaque rond de membrure est coupée à son intersection avec le tirant de quille et les deux ronds de membrure sont reliés par un morceau de rond de 16 mm de diamètre disposé parallèlement à la quille
Construction des porques et varangues.
On peut cependant voir, en utilisant les spécifications de la coque et le dessin donnant les détails d'armature (réf Fig. N°10 et dessins N° IND 101 P4 a, b, c), que les varangues et porques doivent avoir une épaisseur finie de 25 mm. Pour créer le chant nécessaire pour les ouvriers et un guide d'épaisseur, on utilise un fer plat réutilisable de 25 × 3 mm sur la face interne de la porque et une cornière de 25 × 25 × 3 mm sur le chant supérieur des varangues. Le fer plat et la cornière sont percés pour recevoir des boulons de 8 mm à tête hexagonale dont les axes sont espacés de 225 mm pour permettre d'enlever les bordures métalliques après la fin de la coulée. Pour créer un évidement pour les écrous sur le bord des membrures, une ou deux (deux sont préférables) rondelles grower de 8 mm seront incorporées. Après enlèvement des boulons et des rondelles, ces évidements seront remplis de résine époxy quand le mortier aura sèché et sera prêt à recevoir les équipements.
En choisissant les boulons de 8 mm, il est préférable de prévoir un contre écrou de sorte qu'aucun des boulons ne se desserre au cours de la construction à venir. Ce travail est nécessaire pour obtenir une bordure amovible de sorte que, après la prise totale du mortier, la partie métallique puisse être enlevée, donnant ainsi un chant de mortier bien fini aux porques et varangues.
Pour chaque membrure, la hauteur de varangue, la profondeur de porque, les dimensions d'anguillers et tous les autres détails afférents aux membrures peuvent être trouvés sur les dessins de détail de la coque et des membrures. Ces dessins se trouvent dans la liasse de plans et dessins fournis par le dessinateur. En utilisant ces informations, on peut placer la cornière de la varangue et la couper à longueur et on peut également redresser ou cintrer le fer plat de la membrure pour suivre le bord interne de la porque et tous deux peuvent être provisoirement cloués sur le gabarit. Après une nouvelle vérification de leurs positions et dimensions, la cornière et le fer plat peuvent être reliés entre eux.
Un rond en acier étiré à froid (pour de meilleures rigidité et tenue) de diamètre de 8 mm est dressé et cintré aux endroits voulus pour descendre du sommet de la porque jusqu'au-dessus de l'armature de la varangue. Cette tige est soudée par point sur le centre du rond de membrure et au centre de chaque écrou sur le fer plat de porque en s'assurant de ne pas avoir soudé également les boulons.
7. Tiges de membrure et de porque.
Si la spécification demande que les varangues sur toutes les membrures aient deux couches de rond de 6 mm, pour garder chaque côté aligné pour l'enduit, on soudera un rond de 12 mm axialement sur les écrous de la cornière bordant la varangue. Le positionnement des tiges dans l'axe du chant de la membrure et par rapport aux ronds de membrure peut être réalisé en les rassemblant en dehors du gabarit de montage de la membrure avant de commencer le travail de pointage.
On crée alors la porque en pliant en zigzag des tiges d'acier étiré à froid de 6 mm avec des écarts de 115 mm entre axes et en les pointant alternativement au centre de la tige de 8 mm sur le bord de la porque et au centre du rond de la membrure. Si on a besoin d'un anguiller au niveau du pont, on doit alors le réaliser avec un morceau de fer plat de 25 × 3 mm plié en forme de gouttière de 50 × 50 mm avec un boulon d'accrochage de 8 mm fixé au centre du plat supérieur. Le positionnement et la pose de l'anguiller seront déterminés par le bouge du pont à l'endroit de cette membrure. Le bouge du pont peut être déterminé en présentant le gabarit sur la ligne centrale de la membrure et en positionnant le sommet du gabarit sur chaque côté de la membrure jusqu'à la marque du livet de pont sur le gabarit de la membrure.
On peut maintenant travailler sur l'armature de varangue, mais avant de mettre en place une armature, on doit vérifier le plan de coupe de la membrure pour voir si d'autres informations, telles que bâti de moteur et ligne d'arbre, y sont données. Si, par exemple, à cette étape, on connait le dessin du bâti du moteur, on peut inclure des ronds verticaux de 12 mm à l'intérieur de la structure de varangue pour supporter plus tard l'armature longitudinale du bâti du moteur, aussi bien que pour tenir des porques longitudinales de coque et des renforts suivant le dessin.
Sachant que l'on dispose des informations sur le bâti de moteur et la ligne d'arbre, on peut poser les tiges verticales de 12 mm dans les varangues à partir de la ligne axiale de la membrure et du moteur en laissant l'espace nécessaire à l'enduit extérieur des bâtis de moteur. Le dessin peut ne pas prévoir de raidissement longitudinal supplémentaire du fait que les bâtis en tiennent lieu sur toute leur longueur. On notera que les extrémités avant et arrière des bâtis de moteur peuvent être effilés et devenir des renforts de coque avec pour conséquence une réduction de l'écart entre les paires de tiges verticales de 12 mm de diamètre sur les membrures en question.
Pour ne pas dépasser l'épaisseur de 25 mm des varangues et utiliser deux couches de ronds de 6 mm, il sera nécessaire de couper les tiges de 6 mm et de les abouter aux tiges de 12 mm tant verticalement qu'horizontalement. Ceci conservera l'armature plate et laissera un espace d'environ 6,5 mm de chaque côté pour le grillage et l'enduit de mortier.
Les tiges de 6 mm de diamètre, montrées sur le dessin d'armature du ferrociment dans ce cas, sont espacées de 50 mm. Cet espacement, si le dessinateur ou la société de classification en sont d'accord, peut être porté à 75 mm entre les tiges verticales et 50 mm transversalement ou à 75 mm dans les deux sens.
Avant de continuer l'opération de ferraillage, on peut voir sur le dessin de membrure, sur la membrure 10 par exemple (réf.: annexe dessin N° IND 101 004 b), que la varangue a une découpe pour le passage de l'arbre de couche et nécessite des trous pour le passage des tuyaux de pompe de cale aussi bien que des anguillers de chaque côté des bâtis de moteur et sur la ligne axiale. La découpe pour l'arbre de couche peut faire un demi cercle de la dimension nécessaire réalisé dans un fer plat de 25 × 3 mm soudé à la cornière de la varangue après perçage et montage de boulons de 8 mm. La tige transversale de 12 mm devra suivre cette forme et il est, par conséquent, plus facile de monter l'armature de la découpe faite pour le passage de l'arbre, avant de souder à sa place la tige transversale supérieure qui sera réalisée en deux morceaux.
Les passages du tuyau de pompe de cale peuvent être faits à l'aide de manchons galvanisés légèrement plus grands en diamètre que le diamètre extérieur du tuyau prévu. Ces manchons seront insérés dans la varangue aux endroits voulus.
Les anguillers restants peuvent être identiques aux anguillers de pont c. à d. 50 × 50 mm en plat de 25 × 3 mm, situés où il faut et cloués provisoirement sur le gabarit.
Le premier rond de 6 mm qui doit être pointé en place sera monté parallèlement aux tiges de 12 mm passant par dessus la varangue et juste dessous pour laisser de la place à l'agrafage du grillage qui sera fait par la suite. Celà évitera d'utiliser des ligatures autour de la tige supérieure de 12 mm car l'agrafage est plus rapide.
Les ronds de 6 mm restants peuvent maintenant être pointés en place. Une fois ceci terminé, vérifier que tous les éléments demandés dans le dessin ont été bien réalisés.
Entretoisement de membrure
L'étape suivante consiste à entretoiser la membrure. L'entretoisement réutilisable sera constitué de tubes gaz noir de diamètre 20/27 comme on le montre Fig. N° 10. L'entretoisement transversal ou ouverture de membrure sera situé à une hauteur compatible avec autant de membrures que possible, car ces tubes seront utilisés pour monter le plancher de l'échafaudage servant aux opérations à un stade ultérieur. Sa position sur la coque de 12,8 m par exemple (réf. Annexe dessin N° IND 101 P2) sera au niveau de ligne d'eau LE 1000. Sur ce dessin, tous les tubes transversaux peuvent être montés à ce niveau jusqu'à la membrure 3, à partir de laquelle l'ouverture devra être remontée sur les membrures 2, 1 et 0 pour réaliser l'entretoisement voulu
8. Construction d'une varangue.
Un tube vertical est monté décalé sur un côté de la ligne centrale pour permettre l'alignement de l'arbre de couche dans l'axe du bateau. On doit bien s'assurer que ce décalage est fait du même côté tout le long du bateau.
Le tube vertical est soudé au tube horizontal et à la cornière de la varangue. L'ouverture est pointée sur la face interne du fer plat de la porque.. Deux tubes supplémentaires, l'un à babord, l'autre à tribord, partent de la partie supérieure du tube axial et courent en diagonale jusqu'à un point situé ou sur la face intérieure de la porque ou sur la cornière de varangue qui divise la membrure en deux parties à peu près égales.
Comme il y aura des tiges de suspension reliées au tube transversal au sommet de la membrure au moment du montage, on aura besoin d'entretoisements supplémentaires près des extrémités des tubes de chaque côté. On peut les réaliser en soudant de courtes tiges de 12 mm en diagonale à partir du haut et du bas du tube transversal jusqu'à la face interne de la porque. Ceci empêchera la déformation de l'entretoisement et de la membrure quand on en fait la levée et le règlage précis.
La dernière opération, avant de détacher la membrure de son gabarit, consiste à s'assurer que le numéro de membrure, la ligne de tonture, la ligne de flottaison, la bauquière, la ligne centrale de pont et les autres lignes d'eau qui peuvent être utiles ainsi que la ligne axiale sont clairement marquées à la scie à métaux sur de la peinture blanche.
On peut maintenant déposer la membrure sur des tréteaux pour appliquer le grillage. Cependant toutes les soudures qui auront besoin d'être “des deux côtés” peuvent être exécutées à cette étape. On doit également s'assurer que, au moins les raccordements de tubes d'entretoisement et les raccordements des tiges de membrures ainsi que toutes les soudures aux tiges de membrures, sont bien faits.
Pose du grillage sur les porques et varangues
Suivant les spécifications, les varangues et les porques de membrures doivent recevoir trois couches de grillage soudé 13 mm × 13 mm × 1 mm sur chaque côté des tiges. L'agrafage doit être fait avec soin. L'espace entre agrafes sera de 125 mm bien qu'elles puissent être plus rapprochées sur les bords pour que le grillage soit fixé bien nettement.
9. Pose du grillage sur une membrure.
Le grillage est coupé parallèlement au bord du fer plat et de la cornière. En insérant et en manoeuvrant un morceau de plat de 3 mm entre le bord du grillage et le fer plat ou la cornière, on crée un espace, de sorte qu'on ne laisse dépasser aucune bordure de grillage qui rouillerait après enlèvement de la bordure de la membrure après la prise du mortier de la coque.
On laisse un débord de 40 mm dans la couche supérieure du grillage de chaque côté des membrures. Cette superposition est repliée sur l'armature pour éviter qu'elle ne se trouve dans le chemin au cours de la suite du travail. Le débord du grillage sera ensuite replié sur les tiges d'armature de la coque à un stade ultérieur de la construction. Il se peut encore que le dessinateur et/ou la société de classification demandent que les trois couches débordent sur la coque mais, selon mon expérience, ceci n'a pas été nécessaire car on crée ainsi une surépaisseur de grillage dans cette zone rendant plus difficile la pénétration du mortier au moment de la coulée.
Couples de levée
La méthode utilisée pour lever les membrures en utilisant la technique de la construction sur la quille pour cette forme de fabrication en ferrociment est sensiblement la même que celle utilisée dans la construction en bois.
Ce sera une exigence normale pour la levée de commencer alors même que la procédure de fabrication de la membrure est en cours. Il aurait, par conséquent, été nécessaire de décider par quelles membrures commencer.
La première chose à faire sera de regarder le dessin général de la coque et de décider combien on utilisera de “couples de levée” pour le contrôle en continu de la levée. Pour des navires de 12-17 m deux couples de levée sont généralement choisis qui peuvent donner un bon contrôle sur 25-30 % des extrémités avant et arrière de la coque.
Entre temps, les structures de base de l'étrave et de l'étambot auront été réalisées car elles peuvent être faites dès la finition des gabarits.
Les couples de levée sont ainsi appelés parce qu'après avoir été mis en place, ils seront provisoirement étayés et maintenus en position correcte par des étais en A et des entretoises supplémentaires pour s'assurer que la membrure est maintenue de niveau et d'aplomb et totalement sans distorsion dans le plan vertical.
A cette étape, la quille, son gabarit, le grillage et l'armature du fond sont en place. L'IPN et un jeu complet de tiges de suspension, qui ont été confectionnées, sont en place dans la charpente du batiment et les couples de levée ont été complètement terminés, prêts à être levés.
Pour mettre en place les couples de levée, on a besoin de moyens de levage pour placer les membrures à leur hauteur approximative au-dessus de la quille et aussi près que possible de leur position définitive par rapport à l'avant et à l'arrière.
Ceci peut être réalisé en faisant un crochet assez fort et un oeil qui peut être fixé sur l'étrier de la barre de suspension au-dessus de l'IPN. Le crochet et l'oeil sont faits de telle sorte que le centre de l'oeil est pendu sous l'axe de l'IPN. A cet oeil, on attache un palan. Ces palans ont des poulies à quatre gorges avec une corde de nylon tressé de 5 mm équipée de machoires recourbées qui peuvent passer facilement autour de tiges de 10 mm de diamètre. Le jeu de poulies du bas a également ce genre de machoires et on peut courber en U un morceau de rond de 8-10 mm pour lever l'ouverture de la membrure de chaque côté de la ligne axiale.
Pour faciliter le déplacement du palan d'une position à une autre sur l'IPN, on a besoin d'un tube assez long de faible diamètre qui attrape une courte tige de 12 mm soudée sur l'ensemble crochet et oeil qui est dirigé vers le sol.
La membrure peut avoir des tirants de quille fixés au moment de la fabrication de la membrure mais il est aussi facile de les cintrer à l'avance à un certain angle et de règler le cintrage suivant l'angle de la tige de la membrure entrant dans la coque. Cette méthode nécessite une grande précision pour éviter des modifications rendues nécessaires par la suite pour le lissage de la ligne de la coque.
On ajuste des tiges verticales de 12 mm de la membrure de chaque côté de la quille en réservant 12 mm pour l'épaisseur de l'enduit. Des ronds de 8 mm, pliés suivant la forme requise sont ajoutés sur les faces avant et arrière de la tige de la membrure et du montant de quille en une opération après que les membrures aient été levées et accordées les unes par rapport aux autres.
10. Levage d'une membrure de levée.
Le couple de levée est maintenu hissé dans une position approximative en ce qui concerne sa hauteur et provisoirement conservé avec son centre sur la ligne axiale de la quille. Les tiges de suspension sont maintenant en place et règlées de sorte que la patte inférieure peut être soudée à l'ouverture de membrure. Là où celà est possible, les tiges filetées doivent être tenues à l'écart de la porque pour pouvoir éviter les interférences quand on enduit la coque mais, en même temps, on doit écarter l'oreille de la tige de suspension aussi loin que possible de la ligne axiale. La tige de suspension est règlée tandis que la membrure est maintenue de niveau de sorte que l'oreille maintenant soudée au tube d'entretoise soit dans l'axe du filetage permettant le règlage de la membrure de chaque côté.
Tandis que l'on maintient la position de la membrure sur la ligne axiale, tout le poids de la membrure est maintenant supporté par les tiges de suspension. On fait une première vérification pour s'assurer que la membrure est à la hauteur correcte depuis le gabarit de quille jusqu'à la ligne de flottaison.
Les marques de lignes d'eau et/ou de flottaison tracées auparavant de chaque côté de la membrure et sur la ligne centrale de l'entretoisement sont vérifiées soit au niveau à bulle ou plus précisement avec un niveau à eau.
Le niveau à eau peut être une longueur de tube de PVC transparent de faible diamètre avec un bouchon à chaque extrémité. Avant utilisation, on débouche le tube, on chasse les bulles d'air et on remplit le tube d'eau.
S'il y a un écart de niveau, on peut règler la membrure avec précision par les extrémités filetées des tiges de barres de suspension et, en utilisant un contre écrou monté de chaque côté des equerres de renforcement des tiges de suspension, on maintient la membrure en place et de niveau. On vérifie à nouveau que la ligne axiale est bien en place par rapport à la quille à l'aide d'un fil à plomb.
On vérifie que la membrure est bien dans un plan vertical et que l'axe du rond de membrure est bien centré sur la marque de membrure tracée auparavant avec précision sur le gabarit de quille et l'armature de quille. On peut utiliser des entretoises provisoires pour caler la membrure par rapport à l'avant et l'arrière. Les ronds verticaux de 12 mm fixés dans la quille peuvent maintenant être coupés de longueur et insérés. Après une dernière vérification, les pattes sont soudées à la partie inférieure de la tige de membrure et à la partie supérieure des tiges extérieures de la quille situées de chaque côté de la quille.(réf. Fig. N°12).
La membrure semblera d'équerre avec la quille mais ne le sera probablement pas. On utilisera une longue latte avec un bout pointu ou bien une ficelle pour vérifier que la membrure est bien d'équerre avec la ligne axiale. On tient une extrémité de la latte à l'aplomb de la ligne axiale de la quille à un point déterminé (éventuellement une autre marque sur une membrure située plus à l'avant) et on pointe la latte diagonalement sur la marque de livet de pont sur la membrure. On fait une marque sur la latte et on recommence l'opération de l'autre côté. On note la différence que l'on divise en deux. On utilise une entretoise provisoire pour étayer la membrure dans sa nouvelle position.
La ligne axiale de la membrure vers l'avant et l'arrière doit être conservée pendant ce travail, de même que la membrure doit être maintenue parfaitement droite, de rond de membrure à rond de membrure au niveau du livet de pont.
11. Support d'un couple de levée.
A cause de la hauteur de ces membrures, des étais en A en cornières de 50 × 50 × 6 mm de la hauteur voulue peuvent être appliqués à 100 mm au-dessous de la marque de livet de pont et à hauteur de bouchain. Les étais en A ne sont pas soudés directement à la membrure mais ont des chevilles en tiges d'acier entre le fer rond de la membrure et l'étai. On peut maintenant les souder ensemble.
On peut vérifier enfin l'équerrage de la membrure avec la ligne axiale du navire. Si cet examen est satisfaisant, on peut fixer les semelles de l'étai au sol de l'atelier.
On effectuera les mêmes opérations pour tous les autres couples de levée.
Avant d'abandonner les couples de levée, il est recommandé de tout revérifier car une erreur peut en entrainer d'autres dans le levage des autres membrures.
Il est facile, à cette étape, de tirer une ligne par dessus les ouvertures de membrures sur la ligne axiale entre les points extrèmes avant et arrière et vérifier que cette ligne croise les lignes centrales de chaque membrure. Ceci assure la précision en ce qui concerne la ligne centrale. La distance entre les centres de chaque membrure de levée peut aussi être vérifiée, non seulement sur la ligne axiale mais aussi parallèllement à celle-ci et aussi près que possible du livet de pont.
On peut aussi tendre un fil à plomb depuis les livets de pont de chaque côté de la membrure pour s'assurer que la membrure ne s'est pas tordue de haut en bas. Ceci peut arriver si le cintrage des ronds de la membrure a été négligé. Il est bien plus facile de procéder aux vérifications à ce stade des travaux que de découvrir des erreurs lorsque la construction est plus avancée.
Membrures courantes
Une fois les couples de levée bien posés, on peut s'attaquer aux membrures intermédiaires. Comme d'habitude dans un dessin de bateau en ferrociment, les membrures en général sont équidistantes - et dans de nombreux cas, la distance est de 600 mm. De ce fait, pour soutenir provisoirement les membrures intermédiaires à l'espacement désiré, un simple montage de ronds avec des goupilles de retenue correspondant au diamètre extérieur des tubes d'entretoise serait intéressant.
Les membrures centrales peuvent maintenant être montées en place, bien de niveau à la fois transversalement et longitudinalement, en utilisant la marque de ligne de flottaison sur l'entretoisement de ligne centrale sur les deux couples de levée comme marques de référence. Les tiges de suspension et les pattes de quille sont fixées comme précédemment.
Un morceau de plat de 50 × 6 mm est utilisé au bas de la ligne centrale au-dessus de l'ouverture de membrure et pointé à chaque membrure une fois que la ligne centrale verticale de chaque membrure a été centrée sur l'axe de la quille. Les tiges servant d'entretoises provisoires seront enlevées une fois les membrures liées ensemble par des tiges de 8 mm soudées à l'intérieur de la face de la porque au-dessus de l'entretoise en tube. On utilise aussi du rond de 8 mm sur le bouchain en passant la tige par dessus chaque tige de membrure à travers les porques/varangues avant de souder ce rond de chaque côté du navire. Chaque membrure doit être vérifiée, en utilisant un fil à plomb comme précédemment, pour voir si elle est bien droite, verticale et que son écartement p. ex. 600 mm est constant avec la membrure précédente.
Finalement, quand la dernière membrure du groupe est fixée à sa place, l'espace entre les centres de chaque membrure, mesuré en chaque point des membrures, doit être de 600 mm. Si ce n'est pas le cas, on doit effectuer une vérification pour trouver où s'est produite l'erreur et la corriger.
12. Membrures et étrave levées.
Membrures de l'extrémité arrière
Il faudra que l'étambot soit monté avant de mettre en place les membrures situées derrière le couple de levée arrière. La phase initiale de construction de l'étambot consiste simplement en une tige de 16 mm qui a été cintrée en laissant un espace de 12 mm pour l'enduit de coque. Ce rond est entretoisé et, une fois fixé en place, passera par la ligne centrale des membrures adjacentes et du tableau. Par conséquent, chacune de ces pièces nécessitera une découpure de 16 mm, 8 mm de chaque côté de la ligne axiale au travers des ronds de membrures. L'étambot, une fois à sa place, aura besoin du support de deux étais en A, un sous le sommet du tableau et l'autre à mi hauteur. Ils devront être solidement fixés au sol, à la varangue et au fer rond de l'étambot.
La mise en place de l'extrémité arrière, comme auparavant, peut être effectuée sur les membrures arrière, en s'assurant à nouveau que la ligne axiale est correcte et que l'on a bien vérifié les hauteurs, niveaux et écartements des membrures.
Le tableau arrière
On peut avoir réalisé complètement le tableau avec les renforts de porques et la couche extérieure de ronds de 6 mm déjà en place. Ceci serait certainement le cas si on était sûr que la forme développée ne demande aucune modification. Comme celle-ci est la première coque à être construite suivant ce dessin particulier, il est prudent d'avoir un simple cadre de ronds entretoisés fait suivant la PP.AR. et monté provisoirement juste derrière la PP.AR. On utilise du fil de ligature pour attacher les ronds de 8 mm comme ronds de profilage équidistants entre eux de 150 mm jusqu'au haut et à travers le corps de la coque jusqu'aux ronds de la membrure arrière.
Les ronds de la membrure du tableau peuvent maintenant être insérés individuellement contre la tige d'étambot et à l'intérieur des ronds de profilage. On vérifie que les positions avant et arrière sont correctes et que les marques de livet de pont correspondent bien. Si on doit faire des modifications à la forme des tiges de la membrure du tableau, ceci se produira très vraisemblablement sur la courbe serrée au bouchain. Comme les ronds de membrure sont encore lâches à cette étape, il est facile de recintrer les tiges de tribord et de babord jusqu'à obtenir la forme désirée. Ce travail exécuté, les ronds peuvent être présentés sur le gabarit original du tableau, lequel est modifié pour suivre la forme nouvelle. Le changement peut n'être que de quelques millimètres mais le résulat final sur le lissage de ligne en vaut la peine.
La forme des tiges de tableau maintenant corrigée, celles-ci peuvent maintenant être insérées et mises dans la position voulue, laissant l'espace suffisant pour l'enduit en avant du point extrème arrière.
Avant sa fixation définitive, on devra vérifier l'équerrage du tableau par rapport à la ligne axiale. Ceci est fait indépendamment des autres membrures en utilisant une latte (comme pour les couples de levée) et en vérifiant la distance des marques de livet de pont à un point situé sur la ligne axiale, soit sur la quille, soit plus facilement en utilisant la ligne axiale sur le sommet de l'entretoise de membrure qui a maintenant une longueur de plat de 50 × 6 mm courant tout le long de la coque.
13. Gabarit à la PP.AR. et construction du tableau.
On peut maintenant attirer l'attention sur la porque de tableau qui sera décrite sur le dessin de coupe de membrure et le plan de construction de coque. On peut insérer des ronds verticaux de 12 mm dans le tableau dans l'axe des porques indiquées.
Si le dessin de coque comprend une surface plane en manière de bourrelet de défense coincidant avec la ligne de sommet de pont et la brisure, des ronds de 12 mm suivront ces deux lignes à travers le tableau et suivant le bouge du pont à cet endroit. Il en résultera une réduction de la largeur entre les deux tiges de 12 mm qu'il faudra compenser plus tard, au moment de l'adjonction de l'armature de coque et du mortier, afin de ramener la largeur définitive aux dimensions prévues.
Ces deux ronds transversaux de 12 mm sont encastrés de 6 mm dans les ronds du cadre du tableau de sorte que la couche extérieure de ronds de 6 mm qui sera posée ensuite affleure l'extérieur des ronds de 6 mm. Les tiges verticales de porques de 12 mm de diamètre, non seulement servent de base aux porques, mais divisent également la largeur du tableau en axes pratiques pour souder la couche extérieure de ronds de 6 mm à l'armature du tableau.
On conserve en place le gabarit de l'arrière jusqu'à ce que le tableau ait été parfaitement raidi par l'addition du longeron de la ligne de tonture et que les tiges de suspension aient été fixées aux angles du tableau.
Les porques du tableau sont maintenant recouvertes par un fer cornière de 25 × 25 × 3 mm amovible qui permettra de conserver la face plane du tableau. parfaitement droite. Elle servira également de guide pour l'épaisseur de porque. L'armature de porque et sa bordure sont provisoirement terminées à environ 100 mm au-dessus de l'intérieur de la coque, si on doit prolonger les porques vers l'avant à l'intérieur de l'armature de coque pour donner plus de force à l'extrémité arrière de la coque. On peut maintenant abandonner l'arrière pour se consacrer à la partie située devant le couple de levée avant.
Etrave et membrures avant
L'étrave construite antérieurement dans sa forme de base est maintenant présentée en place. On se souviendra que l'extrémité arrière du rond de 16 mm de l'étrave doit rencontrer avec précision la tige centrale de quille à l'endroit où celle-ci a été sectionnée. En même temps, la tige de rablure de 16 mm doit être alignée pour assurer la suite du rond de rablure longeant la quille.
Comme on a marqué sur l'étrave la ligne de flottaison, les lignes de tonture, les marques de membrures et certaines des lignes d'eau au-dessus de la ligne de flottaison, il est assez facile de règler la hauteur en tirant une ligne le long de la ligne de flottaison du bateau et de positionner l'avant et l'arrière par les marques d'emplacement des membrures sur le gabarit de quille. Egalement, en plaçant un fil à plomb au point avant du bateau et en fixant l'extrémité de la tige d'étrave en arrière de 12 mm par rapport au point avant, la position sera déterminée avec précision.
Le point principal à examiner sera la vue vers l'arrière pour vérifier que l'étrave est bien droite depuis son sommet jusqu'à la quille et qu'elle est bien située sur la ligne axiale. On pourra assurer ces deux positions en utilisant deux étais en A comme on l'a fait pour les couples de levée. Cette fois, on en fixera un au sommet de l'étrave et l'autre au niveau de la ligne de flottaison. Ils devront être solidement fixés au sol. Ces étais en A, bien que provisoirement enlevés pour faciliter l'installation de l'armature de coque, resteront en place durant la coulée de la coque.
Quand l'étrave a été montée de manière satisfaisante, les membrures avant restantes peuvent être levées à l'emplacement prévu. Du fait que les membrures deviennent plus étroites et plus hautes, la mise à niveau ne se fera plus à partir de la ligne de flottaison mais des lignes d'eau les plus élevées et du livet de pont. Ceci explique pourquoi l'étrave a besoin des marques de lignes d'eau supplémentaires comme on l'a dit précédemment. On continuera le fer plat de 50 × 6 mm qui court le long de la ligne axiale - et, en gradin s'il en est besoin - tout du long jusqu'à l'étrave. Toutes les membrures seront provisoirement liées en utilisant du rond de 8 mm soudé à l'ouverture aussi bien qu'à un point médian dans les porques tribord et babord
Arrivé à cette étape, il est important de revérifier que toutes les membrures sont correctement espacées, verticales et d'équerre avec la ligne axiale. A ce point, la précision épargnera des problèmes au moment du montage de la coque.
La ligne de tonture sur certains dessins rencontre et se confond avec la ligne de pavois. Pour un constructeur de bateau, c'est peut-être la ligne sur le bateau qui attirera l'oeil plus que toute autre ligne et, par conséquent, on doit s'attacher à réaliser une ligne bien lissée.
En regardant les spécifications de la coque, on verra que l'épaisseur totale de la coque doit être de 30 mm. Des cornières de 30 × 30 × 3 mm sont préparées par terre prêtes à l'usage. Comme on obtiendra une ligne mieux lissée en utilisant une grande longueur de cornière en une seule fois, on prépare deux jeux de cornières d'une longueur dépassant celle de la ligne de tonture d'environ 600 mm Ces deux jeux de cornières sont raccordées suivant les besoins. Les raccords seront meulés sur la face reposant sur l'épaisseur de la coque. Après perçage, on fixe des boulons de 8 × 30 mm à tête hexagonale avec écrou et rondelles grower à 225 mm d'entraxe. Le premier et le dernier trous seront à environ 75 mm de l'étrave et du tableau.
Pour fournir un support auquel les écrous de la cornière seront soudés, on utilisera un fer plat de 25 ou 30 × 6 mm. Le plat sera placé contre l'extérieur des ronds de membrures à environ 10 mm au-dessous des marques de livet sur les membrures.(on arrive à cette distance en additionnant l'épaisseur de l'écrou et deux rondelles grower)
Le fer plat est provisoirement tenu en place par des pinces étaux (mors plats) et on vérifie l'alignement de la courbe du fer plat. On effectue les modifications nécessaires et le plat est soudé en deux points à chaque tige de membrure. Les extrémités de tous les ronds de membrures sont coupées à ras sur le fer plat.
14. Etrave, livet de pont, brisure et ronds de concordance des membrures.
On peut maintenant présenter la cornière de 30 × 30 × 3 mm au bord supérieur du fer plat. En utilisant un simple outil fabriqué sur place, on obtient la pression et la force nécessaires pour maintenir la cornière en position correcte sur le plat pour centrer la cornière sur le milieu de l'épaisseur de la coque pendant que l'on soude les écrous au sommet du fer plat uniquement. On doit disposer de suffisamment de main d'oeuvre et d'aide pour former et maintenir la cornière en commençant à l'étrave en suivant le livet de pont tandis que l'on effectue les points de soudure.
La cornière doit être maintenue d'équerre par rapport à la ligne verticale de coque en tous les points le long du livet de pont.
A l'extrèmité arrière, la cornière du tableau aura été coupée pour permettre l'assemblage avec les cornières des côtés. Lors de la finition, les cornières des côtés pourront être coupées dans l'alignement de la cornière du tableau. Les soudures sur les cornières du tableau seront meulées pour obtenir des bords propres au moment d'enduire.
La fonction de la ligne de brisure est de fournir une surface plane servant de défense ou pouvant faciliter la pose des bourrelets de défense. Elle peut également garder ceux-ci dans l'angle le plus susceptible de recevoir des chocs.
Ceci signifie normalement qu'une ligne de brisure sera nécessaire depuis l'étrave jusqu'au maitre couple parallèlement à la ligne de tonture à l'avant et à la ligne de pont sur l'arrière particulièrement à la rencontre avec le tableau où il y a souvent un changement brutal dans la forme de la coque. Sur certains dessins, une brisure sera également nécessaire sur le tableau.
15. Livet de pont et brisure avant
On réalise la ligne de brisure avant en plaçant et soudant une barre de 12 mm insérée de 6 mm dans chaque rond de membrure à la hauteur où la forme de la coque est verticale. Cette tige est parallèle au livet de pont et placée à une distance déterminée de celui-ci. On doit réserver 10 mm sur la largeur pour le grillage et le mortier
Les tiges de brisure de 12 mm de diamètre, situées à l'avant en particulier, devront être précintrées selon la forme de la ligne horizontale pour éviter la déformation au moment d'être soudées en place. Ces tiges devront être droites dans les deux plans vertical et horizontal;
La ligne de brisure arrière est une ligne dont le rond supérieur de 12 mm de diamètre sera situé à 10 mm sous la ligne de pont depuis le maitre couple jusqu'au tableau arrière. Le rond inférieur de 12 mm de diamètre, du fait de la forme des membrures, commencera plus à l'arrière. Les ronds de 12 mm seront fixés à 10 mm à l'intérieur de la largeur terminée. Chaque tige, comme pour la partie avant, est insérée de 6 mm dans les tiges de membrure et soudée définitivement après que l'on ait vérifié l'alignement.
Pour mettre de l'ordre dans l'armature, le rond de 12 mm au niveau du pont sur l'arrière est relié au rond de 12 mm de la brisure supérieure avant à hauteur du maitre couple.
Comme on l'a dit plus tôt, à propos de la vérification de l'alignement des ronds du tableau, c'est maintenant le moment de mettre le reste des membrures en concordance.
Les ronds de 8 mm sont provisoirement fixés, avec un espacement d'environ 150 mm, à toutes les membrures à tribord et à babord. L'écart de concordance sera normalement de 0 à 6 mm sur quelques membrures.
Les écarts concerneront très probablement de courtes sections d'une membrure et proviendront de la conjonction de plusieurs facteurs: erreurs dans la fabrication des membrures ou dans leur levée ou dans le traçage;
L'objectif est de s'assurer du parfait lissage de la coque avant de mettre en place l'armature de la coque.
Il est toujours préférable, à ce moment là, d'aligner vers l'extérieur que vers l'intérieur pour éviter de couper des tiges de membrure, des porques ou des varangues. On peut y arriver en relachant les tiges d'alignement selon une courbe naturelle de la coque et en cintrant une longueur suffisante de ronds de 8 ou 6 mm qui seront disposés le long d'un côté d'une tige de la membrure en question. Après avoir vérifié que le nouveau rond donne la bonne courbe, celui-ci est soudé sur le côté du rond de membrure. Après la fin de ce travail, on enlève les ronds de 8 mm provisoires utilisés pour la concordance.
Quand on doit monter un pont en bois sur une coque en ferrociment, on doit faire très attention à la façon de le faire..
Quand une coque n'a pas de porques au-dessus du niveau de bauquière, on peut boulonner une poutre de bauquière à la coque sur toute la longueur du navire.
Dans le cas de la plupart des coques de bateaux de pêche (p. ex; réf. Annexe dessin N° IND 101 P4 a, b, c,), l'arrière du pont principal aura des porques de ferrociment passant au travers du pont et montant jusqu'à la face inférieure du liston de défense supérieure de pavois, il s'ensuit que la poutre de bauquière sera scindée en pièces courtes logées entre les porques de membrures.
Ceci par conséquent brisera la continuité de la résistance. Une solution consiste à construire une contre-bauquière en ferrociment qui appportera non seulement une résistance supplémentaire de la coque aux endroits, peut être les plus vulnérables, d'un bateau de pêche mais aussi un appui vertical aux morceaux de poutres de la bauquière et aux extrémités des barrots de pont
La contre-bauquière en ferrociment est une porque construite avec son coté supérieur placé sous l'emplacement des barrots de pont. L'épaisseur de la contre-bauquière en ferrociment pour des navires de 12-17 m sera de 30 mm. On aura, de ce fait, besoin d'y inclure deux couches de ronds de 6 mm. Pour obtenir une surface plane à laquelle rattacher les ronds de 6 mm, comme on peut le voir sur. la fig. N° 15, la contre-bauquière a deux longueurs de barres carrées de 12 × 12 mm sur toute la longueur de la bauquière.
Pour aider les ouvriers qui effectuent l'enduit, comme plus haut, on utilisera des cornières réutilisables de 30 × 30 × 3 mm sur le côté intérieur avec des boulons de 8 mm à têtes hexagonales avec rondelles et écrous avec entraxes de 225 mm.
16. Armature de contre-bauquière.
La ligne de bauquière et le bouge pour chaque membrure peuvent être relevés sur les marques inscrites au moment du montage des membrures sur chaque tige de membrure et sur la face interne des fers plats provisoires des porques.
Avant d'installer une armature, on tracera le sommet de la contre-bauquière sur chaque membrure et on vérifiera l'alignement. Il est intéressant de faire commencer la contre-bauquière en avant de l'extrémité de la bauquière en bois pour bien aligner la contre-bauquière en ferrociment. La cornière de 30 mm peut être posée à la bonne position sur les faces de la porque et soudée par points au fer plat de la porque. Les ronds de 8 mm de la porque devront être coupés avec précision pour permettre la pose de la barre carrée intérieure de 12 mm avant de la souder axialement sur les écrous placés sur la face interne de la cornière. La barre carrée extérieure court à l'intérieur de tous les ronds des membrures et dans les porques.
On peut maintenant plier en zig zag le rond inférieur de 6 mm avec un pas de 115 mm sur toute la longueur de la contre-bauquière et la souder alternativement sur chaque face intérieure des carrés de 12 mm. Les deux ronds supérieurs de 6 mm sont placés à équidistance entre les carrés de 12 mm.
Figure 15 Construction de contrebauquière - Épaisseur 30 mm
La zone de l'angle du tableau est arrondie pour donner une bonne ligne et un bon fini au raccord entre la bauquière latérale et la bauquière cambrée du tableau.
Après avoir terminé le ferraillage de la contre-bauquière en ferrociment, le fait de marquer la position des barrots de pont sur la cornière de la contre-bauquière est un élément intéressant au moment de l'aménagement du bateau; Ces marques peuvent être transférées sur la contre bauquière terminée après la prise du mortier et avant la dépose définitive de la cornière de la bordure extérieure. En même temps, les bauquières en bois seront boulonnées sur la contre bauquière en ferrociment, approximativement dans l'axe de la poutre et dans l'axe de la contre bauquière. Il est possible de vérifier plus facilement s'il y a un rond quelconque sur le passage des boulons et d'éliminer les pièces gènantes, ce qui facilitera le perçage de la contre-bauquière pour l'assemblage.
17. Pose du grillage de contre-bauquière.
On peut maintenant appliquer, de chaque côté de l'armature de la contre-bauquière, trois couches de grillage de 13 × 13 × 1 mm. A la découpe, on prévoira un recouvrement de 40 mm des couches inférieure et supérieure sur la coque et les porques de membrure. Comme pour le grillage des membrures, le bord intérieur du grillage devrait être écarté d'environ 3 mm de la face interne de la cornière. Le grillage de débordement peut être replié provisoirement sur les faces haute et basse de la contre-bauquière après que l'armature de la coque ait été mise en place.
L'épaisseur de la coque pour des bateaux de pêche de 12-17 m sera de 30 mm. Elle sera composée de: 2 mm de mortier + 7 mm de grillage + 2 ronds de 6 mm + 7 mm de grillage + 2 mm de mortier. (Trois couches de grillages en fils de 1 mm quand elles sont assemblées et agrafées donnent pratiquement une épaisseur de 7 mm à l'intérieur de la structure de la coque).
La disposition des deux couches de ronds de coque peut varier en fonction de la technique de construction adoptée. D'habitude on place un rond de 6 mm longitudinalement sur l'extérieur des ronds de membrure. Le second rond de 6 mm peut être placé en position verticale à l'intérieur des ronds longitudinaux de 6 mm permettant ainsi aux ronds intérieurs d'être repris en travers du sommet de la quille comme une pièce continue d'armature. Les ronds de membrure qui s'étendent au-dessus du sommet des porques devront être pris dans le bord intérieur de la cornière de 30 mm du plat bord.
Une autre solution consiste à faire courir en diagonale les ronds de la seconde couche à l'extérieur de la première couche depuis le livet de pont jusqu'à la quille. Ceci affectera la position de la cornière amovible du livet de pont ainsi que l'emplacement des boulons pour l'alignement de la coque de même que la réserve pour l'enduit de la coque à partir des ronds des membrures.
La première méthode impose une réserve de 12 mm pour l'enduit et la seconde solution 18 mm.
Les trois couches extérieures de grillage de la coque seront étirées longitudinalement sur les ronds extérieurs de la coque. Les trois couches intérieures seront montées transversalement entre les membrures. Le fait de monter le grillage de cette façon signifie que toute l'armature en ronds peut être terminée avant la pose du grillage de la coque, évitant ainsi les inconvénients de la galvanisation du grillage au moment de la soudure des ronds. Ceci permet également un bon alignement à l'oeil de l'armature.
Tous ces points ont un rapport avec l'alignement définitif et la finition réalisée sur l'armature.
Ronds extérieurs de coque
Le tableau arrière est d'habitude la première partie à être ferraillée, si on ne l'a déjà pas fait dans une phase antérieure de la construction. Les ronds de 6 mm sont espacés de 50 mm sur une ligne horizontale en travers du tableau et se terminant sur les bords du tableau.
Les ronds de 6 mm en acier étiré à froid sur l'extérieur des ronds de membrures débutent par une ligature provisoire liant un rond sur les membrures à un endroit proche de et parallèle à la ligne de rablure. Les extrémités avant et arrière particulièrement sont attachées pour donner une ligne assez souple. Une fois un résultat satisfaisant obtenu, le rond peut être soudé par point à chaque membrure. On a prévu un entre-axe de 50 mm pour tous les autres ronds. En utilisant des crochets et des outils de ferraillage (réf. Fig. N°13) on fixe progressivement les ronds de 6 mm sur toute la hauteur des membrures
Là où les ronds ont besoin d'être raccordés, on les fera se chevaucher sur 180-200 mm et on les soudera par un minimum de trois soudures. Il est permis d'avoir quatre raccords consécutifs des ronds sur la hauteur d'une membrure
Les raccordements de ronds d'armature adjacents sur la même membrure ne pourront se faire qu'en laissant entre eux huit ronds continus.
18. Première couche de ronds et armature de l'étambot.
On trouvera que la courbe naturelle de la coque décale les raccordements nécessaires. On fera bien attention tout le temps de conserver les ronds dans une ligne harmonieuse. Ceci sera le résultat de la pratique et le soudeur aura un aide qui, non seulement tiendra l'écarteur de ronds en place pendant la soudure, mais soutiendra les ronds pendant le refroidissement des soudures pour éviter des déformations éventuelles.
Les ronds rejoignent une courbe dans la ligne de tonture ou la brisure quand le ferraillage avance. Ceci permet de terminer les ronds situés sur l'avant sur le rond de rablure et par la suite sur le rond de 12 mm à la base de la brisure.
A l'extrémité arrière, les ronds seront incurvés moins fortement mais seront pliés autour du rond d'encadrement du tableau pour rejoindre la face du tableau. Les autres ronds se termineront sur les ronds de 12 mm du plat bord.
Dans les dessins où il n'y a pas de ligne de brisure, les ronds remonteront et se termineront à la ligne de tonture ou au fer plat de la brisure.
Dans les coques ayant une ligne de brisure, les ronds extérieur de 6 mm entre le livet et la brisure seront terminés après la mise en place de la couche intérieure de ronds.
L'étrave peut se terminer en prolongeant les ronds déjà appliqués sur la coque alternativement autour de l'étrave et du raccord à l'arrière du rond de rablure ou, comme dans ce dessin où il y a une rablure distincte et une courbure sur la partie principale de l'étrave, il sera plus facile de préfabriquer un nombre identique de morceaux de ronds courbes, de les présenter sur la soudure de l'étrave sur la ligne axiale et de rejoindre les extrémités de chaque côté sur la ligne de rablure débordant les ronds de coque. Ceci peut être réalisé entre la base de la tête d'étrave et le départ du pied de la quille.
19. Première couche de ronds à l'étrave et à la brisure.
Le ferraillage dans la région de la tête d'étrave sera adapté à la forme déterminée par l'équipement utilisé.
Les ronds provisoires de 8 mm utilisés au moment de la levée des membrures pour espacer celles-ci sur le sommet des entretoises de membrures et dans la région du bouchain peuvent être enlevés car ils font double emploi au fur et à mesure de l'avancement du ferraillage de la coque.
La quille
La construction de la quille dépend de l'état d'avancement de l'installation de la chemise du tube d'étambot et de l'armature de l'étambot et des paliers. Il est courant de terminer l'armature de quille jusqu'au talon de quille (réf. Fig. N° 12) qui, dans la plupart des navires se situe bien à l'arrière. Si des paliers sont nécessaires, l'armature se terminera provisoirement à l'avant du palier avant.
Comme on prévoit de passer les trois couches intérieures de grillage en travers du sommet de la quille, on devra poser trois couches de grillage sur le côté de la quille. Ces grillages remonteront jusqu'à la ligne de rablure avant de fixer des ronds longitudinaux sur les pattes de la quille.
On peut comprendre que la zone de la quille étant de section fermée, on a besoin de prévoir l'ordre des opérations pour faciliter le montage de l'armature.
Les tiges filetées de liaison de quille à côté des pattes des membrures peuvent maintenant être réduites de 50% car il y a peu de chance de voir bouger l'armature métallique à ce point de la construction.
20. Armature babord de la quille et tiges de rablure posées
Les ronds de 16 mm qui descendent le long de la ligne axiale et qui vont porter les ronds de 6 mm en travers de la quille ont besoin d'être mis à leur place et soudés aux ronds transversaux inférieurs contigus à chaque rond de membrure. Comme il sera plus facile de terminer et de superposer la couche intérieure de ronds dans la région de la quille, des petites longueurs de ronds de 6 mm sont soudées sur le dessus de la tige de rablure sur la ligne axiale avec un entraxe de 50 mm. Elles sont coupées selon la largeur intérieure de la quille
On peut estimer que d'agrafer tous les grillages ensemble dans la zone de la quille sera bien plus difficile si on veut travailler sur les deux côtés de la quille à la fois. Par conséquent, on termine l'armature de la quille - y compris l'agrafage du grillage - sur un seul côté de la quille d'abord..
Les trois couches de grillage de 13 × 13 × 1 mm sont étirées et ligaturées sur les pattes de quille sur un côté de la quille. En se référant au dessin pour les détails d'armature de coque, on peut voir que l'on doit utiliser une seule couche de ronds étirés de 8 mm. Ceux-ci sont espacés de façon que le rond du fond soit positionné pour faciliter l'utilisation d'une agrafe quand on applique les couches extérieures de grillage.
Les ronds de 8 mm restants, comme les ronds de coque, ont un entre axe de 50 mm et sont pointés à travers les couches internes de grillage sur les pattes de cadre de quille.
21. Agrafage du grillage extérieur sur le côté babord de la quille.
Les trois couches de grillage extérieurs ont été appliquées sur le côté inférieur de l'armature de quille dans une étape précédente. La région saillante du grillage est maintenant repliée doucement le long de la quille et atteindra, avec ses superpositions, la coque sur pratiquement toute la longueur de la quille. Quand le grillage est posé bien à plat sur le côté de la quille, on peut l'agrafer sur les ronds de 8 mm et sur le grillage intérieur de la quille en une seule opération. L'accessibilité provient du fait que, à ce stade, l'autre côté de la quille est encore ouvert. Le grillage devra être découpé et les débordements seront préparés juste à l'avant du palier.
On peut maintenant travailler sur l'autre côté de la quille de la même manière exactement. La seule différence sera que l'on devra l'agrafer par derrière du fait de l'inaccessibilité. On peut réaliser ceci en pliant les ligatures en forme de U, en passant les crochets ainsi formés à travers le grillage, autour des ronds et à nouveau à travers le grillage jusqu'à ce qu'on puisse torsader les deux extrémités ensemble.
L'armature de quille est maintenant terminée jusqu'au palier avant à partir de l'étrave. Si la chemise du tube d'étambot et les paliers ont déjà été installés, on peut poursuivre le travail vers l'arrière exactement de la même façon qui a été décrite pour la quille en coupant, recouvrant et posant le grillage et les ronds comme il faut.
22. Placement de ronds intérieurs de coque entre membrures
Ronds intérieurs de coque
Si on a besoin de poser les ronds intérieurs de 6 mm transversalement et que la coque change beaucoup de forme sur sa longueur, les ronds devront être cintrés préalablement pour éviter les déformations dans la couche externe de ronds. Il est recommandé de vérifier le nombre de tiges nécessaires pour réaliser le travail entre membrures.
Pour un espacement de 600 mm entre membrures, on aura besoin de cintrer 14 tiges de chaque côté du bateau pour chaque espace entre membrures. Ceci permet de placer un rond à environ 25 mm d'un rond de membrure, ce qui permettra un agrafage plus soigné du grillage près des axes des membrures. Dans la région de l'étrave, on trouvera que l'espacement de 50 mm devra être modifié du fait de la différence de largeur entre deux membrures au niveau de la quille et au niveau du livet de pont.
La partie située entre le livet de pont et les ronds de la brisure peut recevoir des ronds verticaux de 6 mm insérés et soudés à partir de la face intérieure du fer plat de livet de pont jusqu'au-dessus du rond de 12 mm de la brisure gardant les bords intérieurs arasés tout au long de la coque de l'étrave au tableau. Ces pièces seront plus courtes à l'avant et plus longues du milieu du navire vers l'arrière. Une fois terminée la zone du plat bord, les ronds extérieurs de 6 mm peuvent être positionnés et soudés en place. (Ceci est réalisable de cette façon car particulièrement à l'avant, la couche intérieure de ronds commandera la courbe des ronds extérieurs)
Quand les ronds intérieurs de 6 mm sont cintrés suivant la forme des membrures, une marque de repèrage, c'est à dire la ligne de tonture ou la ligne de pont devrait être tracée sur ces ronds, ce qui aidera à les placer quand on les positionnera à l'intérieur de la coque. Maintenant on met en place les ronds intérieurs en utilisant un minimum d'agrafes pour les fixer aux ronds extérieurs. On doit faire attention à échelonner les ligatures pour éviter les distorsions dans la forme de la coque entre les membrures.
Les extrémités hautes des ronds sont coupées suivant besoin et soudées sous le rond de la brisure et au ras de sa face intérieure. L'extrémité basse de chaque rond est recouverte et pointée pour s'ajuster aux ronds de 6 mm antérieurement mis en place sur le rond de rablure dans le haut de la quille et de l'étrave.
Les ronds intérieurs de 6 mm sont alors mis en place verticalement sur le tableau avec un entre axe de 50 mm si cette opération n'a déjà pas été réalisée.
Pour terminer l'armature de rond, on perce des trous de 12 mm dans le plat de 25/30 × 6 mm du livet de pont. L'entre axe des trous est d'environ 450 mm et les premiers et derniers trous sont proches de l'étrave et du tableau. Ces trous seront utilisés pour la fixation de la couche supérieure de boulons retenant les listons de défense supérieurs et la bauquière avant.
Trous de dalots, chaumards et ferrures de coque
Après avoir terminé le ferraillage de la coque, on peut consulter le dessin de la coque pour vérifier le nombre, l'emplacement et la taille des dalots, l'ouverture des chaumards et les trous pour les passages de coque.
23. Ronds intérieurs en place et grillage extérieur de quille terminé.
Pour une coque de 13 m les ouvertures de dalots devraient être de 200 × 80 mm. On crée les trous en pliant un fer plat de 30 × 3 mm pour encadrer l'ouverture. On perce ce plat pour recevoir six boulons de 8 mm avec écrous et rondelles pour pouvoir enlever le fer plat après la coulée du mortier. On soude un rond de 6 mm aux écrous et on l'aligne sur les ronds extérieurs de la coque. Le bas de chaque dalot est aligné. sur le dessus de la ligne de pont et tous les dalots sont placés comme il faut en avant et en arrière. Ils sont alignés les uns par rapport aux autres avant d'être fixés définitivement.
Les cadres de dalot peuvent être enlevés après la prise du mortier en enlevant les boulons et en coupant le plat et en le rabattant vers l'intérieur de l'ouverture.
On peut obtenir les chaumards de deux façons: la première en créant un trou de la dimension requise dans l'armature et en utilisant un gabarit de découpage et par la suite en boulonnant une pièce préfabriquée dans l'ouverture; la seconde en façonnant un fer plat en acier inoxydable longeant les bords intérieurs suivant une forme convexe. On soudera le chaumard en acier inoxydable de façon permanente à l'armature de la coque et on disposera également des pattes de fixation soudées espacées autour du bord extérieur du plat en acier inoxydable.
24. Cadres de dalots en place.
Dans tous les bateaux, on doit prévoir des ouvertures pour des passages de coques. A cette étape de la construction, on doit vérifier attentivement les dessins de coque pour être certain que ceux-ci indiquent bien tous les passages de coques et leur position exacte. Comme les diamètres des passages de coque varient suivant les sources d'approvisionnement du matériel, il est intéressant d'avoir sous la main la liste des équipements prévus.
On coupe de courts morceaux de tubes de 30 mm de long et de diamètre intérieur supérieur au diamètre extérieur du tuyau. Ces tubes sont soudés à l'armature de coque après avoir découpé un trou précis dans les ronds de coque. On doit faire attention au positionnement de ces manchons car il est plus facile de rectifier des ouvertures mal placées avant qu'après la coulée.
Quand on n'est pas certain de la taille exacte du passage de coque avant la coulée, on ne réalisera le trou qu'après coulée et prise du mortier de coque et celà bien qu'il soit difficile de découper le trou plus tard.
25. Pose du grillage entre membrures et au-dessus de la bauquière
Grillage interne de coque
Cette technique demande que le grillage soit monté à l'intérieur entre membrures et du côté intérieur des ronds de 6 mm déjà mis en place. On peut préparer des pièces relativement courtes pour la surface située entre le livet de pont et la bauquière tandis que, partout ailleurs, le grillage va courir du livet de pont à la quille ou de la bauquière à la quille.
La façon la plus facile de préparer le grillage consiste à présenter une couche sur l'extérieur de la quille et à tracer la forme de ce morceau à la craie. La pièce de grillage simple sera maintenant étalée sur le sol, sur les deux autres couches, et agrafée sur elles. Les trois couches peuvent maintenant être coupées à la forme désirée, superposées comme il faut et pour finir étalées sur les ronds intérieurs de la coque. Il est judicieux de placer les raccords d'un côté de la quille de sorte que les dépassements soient plus faciles à agrafer quand le grillage extérieur est posé. Les parties débordantes des grillages préparées auparavant sur les porques, varangues et bauquières peuvent maintenant être étalées sur l'armature de coque au fur et à mesure de l'avancement du travail.
Tout le grillage intérieur est terminé et on vérifie, une dernière fois, l'alignement des ronds de coque, avant de commencer à travailler sur le grillage extérieur.
26. Traçage du grillage interne pour la pose entre membrures
Grillage extérieur de coque
On prépare le grillage extérieur en étalant trois couches de grillage 13 × 13 × 1 mm sur le sol en laissant un excédent de longueur pour s'adapter à l'endroit où le grillage sera posé. Les bords de chaque couche de grillage débordent de 40 mm. Les grillages sont alors agrafés ensemble provisoirement sur toute la longueur.
Le grillage est appliqué vers le bas à partir du livet de pont et à partir de la partie débordante du grillage de quille. La partie médiane est laissée en dernier, là où le grillage aura besoin d'être retouché et les débordements coupés pour épouser la couche précédente de grillage déjà posée.
Le tableau est complètement grillagé et agrafé et les débordements sont coupés sur les trois couches posées parallèlement au bord extérieur du tableau.
On peut commencer la pose du grillage longitudinal, soit au livet de pont, soit à la quille ou les deux, si on dispose d'une main d'oeuvre suffisante. Le grillage est relié par les extrémités de chaque bande des trois couches par le même type de palan qui a été utilisé pour la mise en place des membrures. Le palan, par ailleurs, est relié, d'une part à un rond replié autour d'un tube ou à une poutre qui va de la charpente de toiture au sol, à l'écart de chaque extrémité de la coque et, d'autre part, au grillage avec un crochet fait d'un rond de 6 ou 8 mm.
27. Mise en tension du grillage extérieur en partant de la rablure
Au jugé, les poulies sont fixées à des hauteurs telles que le grillage soit aussi tendu que possible et étiré pour prendre la position voulue sur la coque, en orientant le grillage pour réduire les chutes au minimum.
Les bandes des trois couches de grillage sont centrées sur le milieu de la coque avant et arrière. L'expérience a montré qu'il était possible pour deux paires d'ouvriers de travailler, deux devant et deux derrière, loin de la membrure centrale et sur le haut et le bas de la largeur du grillage en posant des agrafes espacées d'environ 125 mm. On doit travailler le grillage vers le haut et vers le bas pour éviter toute irrégularité du grillage vers l'intérieur ou vers l'extérieur.
Des ligatures de 1,5 mm sont posées à partir de l'extérieur et une personne à l'intérieur coupe les deux extrémités et les torsade aussi près que possible du grillage intérieur de sorte que les extrémités de toutes les ligatures se retrouvent sous le mortier, évitant ainsi les points de rouille à la surface. On doit aussi s'assurer que toutes les extrémités libres, les recouvrements et rabats de grillage sont ligaturés. Autrement en les enduisant, ces éléments vont refaire surface et provoquer des points de rouille.
La personne à l'extérieur ajuste le grillage au livet de pont, aux ouvertures de dalots etc.. et autres débordements de grillage en précédant d'un écart de membrure les endroits déjà agrafés.
Le grillage de coque à l'arrière est coupé en arrière de la ligne du rond de rablure et on coupe des recouvrements de 40 mm sur chaque couche. Une longueur de trois couches de grillage est préparée pour courir vers le bas et autour de l'étrave sur les recouvrements déjà préparés.
Les bords de grillage d'étrave sont recoupés pour s'adapter aux recouvrements provenant du grillage de coque et le grillage est alors agrafé à l'armature d'étrave dans une forme parfaite.
A l'extrémité arrière, le grillage contourne les angles du tableau vers la face arrière du tableau et les couches de grillage sont coupées et recouvertes sur 40 mm..
On vérifie soigneusement toute la coque pour détecter les zones de grillage mal tendu ou les agrafes/ligatures qui n'ont pas été suffisamment serrées ou des extrémités d'agrafes que l'on a laissées trop longues. On devra plus particulièrement faire attention aux endroits proches des porques, varangues et recouvrements de grillages pour s'assurer que le grillage est bien tendu sur toute la surface de la coque.
Le rôle de chemises est de permettre la dépose facile des tubes d'étambot et de jaumière pour réparation ou remplacement et pour fournir une localisation prédéterminée aux équipements des tubes d'étambot et de jaumière dans le ferrociment.
29. Grillage extérieur terminé sur l'étrave.
Généralement, les chemises sont faites de tubes et de brides en acier doux. Dans le cas d'une production de série, on peut monter des chemises et des brides en fibre de verre bien que les brides et extérieurs des chemises en fibre de verre doivent être recouverts d'une résine époxy pour empêcher toute réaction du mortier frais sur la résine polyester.
Les spécifications détaillées des chemises auront été données par le dessinateur qui aura bien pris en compte les dimensions de l'arbre et du manchon fournis localement.
Les brides en acier auront les mêmes dimensions que leurs contreparties en bronze au manganèse et l'alésage dans chaque bride sera adapté à la dimension des manchons intérieur et extérieur pour être sûr que l'ajustage est parfait
Des tourillons en acier doux de longueur suffisante et du diamètre voulu sont soudés à la face idoine de chaque bride., percés et taraudés pour s'adapter à la dimension des trous des boulons et à la position dans les pièces en bronze au manganèse. Ceci procure une longueur de filetage supplémentaire au-delà de celle que pourrait fournir la seule épaisseur de la bride en acier doux (réf. Fig. N°16).
L'écart total entre brides est donné par les notes du dessinateur et les brides sont reliées par un tube d'acier dont le diamètre intérieur est supérieur à celui du manchon des pièces en bronze. Les extrémités du tube sont entièrement soudées aux brides en acier doux et finalement prises dans un tour où les brides sont dressées pour obtenir des faces parallèles et la longueur totale voulue. L'intérieur des tubes devra être bien enduit de graisse avant la coulée du mortier sur la coque ou l'introduction des ensembles propulsifs et à gouverner.
30. Grillage en phase terminale à l'arrière.
L'épaisseur du tube en acier doux et l'épaisseur des brides en acier doux seront calculées en fonction de la longueur et du poids des équipements qui y seront fixés et ces informations sont généralement données par le dessinateur.
Installation de la chemise du tube d'étambot.
La condition fondamentale d'installation de la chemise du tube d'étambot est la précision de positionnement. Ceci signifie que l'alignement de la ligne axiale de l'arbre de couche et de la position antérieure et postérieure de la chemise est déterminant si on veut éviter des corrections coûteuses par la suite.
On vérifie que la chemise s'adapte bien au tube d'étambot. Comme certains tubes d'étambot ont des brides rondes, il est intéressant de marquer le milieu supérieur des brides en acier des chemises. On a déjà vu des chemises mises en place avec le point haut mis en bas ou sur le côté créant ainsi de gros problèmes plus tard pour l'installation de l'alimentation en graisse ou en eau, suivant le système de lubrification utilisé et en plus rendant très malaisé l'accès du presse étoupe.
La chemise est présentée en place approximativement de façon qu'une corde à piano ou un fil du même genre puisse être fortement tendu entre deux points représentant l'axe réel de la ligne d'arbre. Une fois la ligne positionnée avec précision et vérifiée, la chemise peut être centrée sur l'axe de l'arbre et positionnée à l'avant et à l'arrière.
Figure 16 Chemise de tube d'étambot
La distance entre la face arrière de la chemise et la position de la face arrière du demi accouplement du réducteur est vérifiée pour voir si la dimension est correcte. Cette dimension doit être précise, en particulier si on a déjà reçu l'ensemble propulsif et aussi pour éviter un mauvais alignement entre les pattes du moteur et les boulons de fondation du bâti du moteur.
La chemise aura besoin d'être fixée provisoirement mais solidement pendant la confection des fixations définitives.
31. Chemise du tube d'étambot en place.
Si on laisse la ligne centrale de la chemise se déplacer de 1 mm en dehors de son axe, celà produira une erreur approchant les 20 mm au niveau du bâti sur la face avant du moteur. On doit toujours être prêt à revérifier l'alignement à n'importe quel moment de cette phase de la construction.
La face arrière de la chemise peut être bien soutenue au moyen d'un cadre monté à l'écart de la position des boulons de brides, entretoisé comme il faut transversalement, fixé au sol et au gabarit de la quille si ceci apporte une stabilité supplémentaire.
L'extrémité avant de la chemise est entretoisée et soudée aux varangues, porques ou pattes de quille qui sont les plus proches de la face arrière de la bride avant. Si celà est nécessaire, on peut attacher un entretoisement provisoire aux membrures et au sol de l'atelier pour éviter tout mouvement. Ceci devra être enlevé, une fois le reste de l'armature de quille prêt pour la finition
L'extrémité arrière de la chemise maintenue immobile, on peut terminer l'armature de l'étambot.
32. Vue arrière de la chemise et de l'armature de l'étambot
Le rond de 16 mm de la ligne centrale de l'étambot sera soudé sur le haut et le bas dans l'axe vertical de la bride arrière de la chemise en laissant un espace suffisant des bords de la bride à la face arrière du rond pour finir l'armature et appliquer le mortier.
L'étambot, pour éviter des remous dans l'écoulement de l'eau vers l'hélice, est arrondi et effilé au-dessus de la chemise. Il est arrondi et se réduit à la largeur du talon de quille au-dessous de la chemise.
Les deux ronds supplémentaires de 12 mm sont cintrés à l'avance pour suivre la forme désirée dans ces deux endroits. Ils sont soudés à la face avant de la bride arrière de chemise et se terminent sur la face avant de la membrure située au-dessus de la chemise. Ils seront utilisés pour finir et contrôler la largeur de l'armature dans le talon de quille au-dessous de la chemise et également pour donner les moyens de créer une courbe jusqu'à l'extrémité arrière du talon de quille.
Pour donner la courbure au bord de fuite des ronds d'étambot, les zones au-dessus et au-dessous de la chemise peuvent être ferraillées avec des ronds de 6 mm pliés à l'avance avec une courbure décroissante.
Installation de la chemise du tube de jaumière et du talon de quille
Tandis que la chemise du tube de jaumière peut être mise et retenue en place, en utilisant un faux arbre réalisé à cet effet, il est préférable d'avoir sous la main l'ensemble du gouvernail définitif (Réf. Fig. N° 17). A cette étape, l'ensemble du gouvernail comprend:
- Le talon de quille avec la crapaudine34. Installation du gouvernail et armature intérieure de la coque.
- Le safran et la mèche
- La mèche supérieure
- L'accouplement ou le manchon de mèche
- La chemise de tube de jaumière en acier doux avec brides
- L'ensemble du presse étoupe avec tube de liaison et bride inférieure.
Figure 17 Montage général - Ensemble du gouvernail
Le presse étoupe du gouvernail avec tube et bride basse en bronze au manganèse sont provisoirement montés sur la chemise en acier doux. Cet ensemble est alors présenté à travers la coque après avoir d'abord découpé un trou dans les ronds d'armature à l'endroit voulu.
Le sabot du talon de quille qui reposera sur le dessus du gabarit de quille sera glissé en place et sera positionné par rapport à l'avant et à l'arrière dans l'axe du gouvernail marqué sur le gabarit de quille. On termine l'armature à l'intérieur du sabot du talon de quille et la chemise est mise en place et fixée par rapport au sabot de talon de quille. Le grillage de talon de quille est dressé et agrafé. Tout ce travail entraine présentation et dépose du sabot de talon de quille à plusieurs reprises.
Une fois l'armature terminée, le sabot du talon de quille est fixé définitivement après avoir été graissé sur ses faces internes. Il est pointé avec précaution pour éviter les déplacements intempestifs. Les côtés du sabot du talon de quille sont légèrement bisautés pour faciliter sa dépose, en cas de besoin.
35. Equipement de gouvernail installé.
La mèche supérieure est insérée à travers le presse étoupe et présentée à travers le manchon d'accouplement sur la mèche du safran. Les mèches sont bien ajustées sur la rainure de clavette et le manchon rainuré. Le talon du gouvernail est présenté à la crapaudine et tout l'ensemble est aligné.
La chemise, si toutes les mesures sont exactes, sera située avec le bord avant de la bride inférieure au ras de l'armature de la coque. Après avoir vérifié que l'alignement est bon et que le gouvernail tourne librement, le rond d'étambot peut être soudé à la chemise. Sur l'intérieur, une armature, telle qu'elle est décrite dans le dessin de construction de coque, est installée pour créer un bloc d'armature ouvert dont la construction fournira les liens pour tenir la bride supérieure de la chemise en position.
Comme aide supplémentaire pour tenir la mèche de gouvernail immobile durant la coulée du mortier, on fixe un manchon et des entretoises sur l'extrémité haute de la mèche supérieure.
La bride inférieure du tube de jaumière aura besoin, suivant la forme de la coque, d'avoir des armatures supplémentaires rayonnant à partir de la bride vers l'armature de la coque. Les ronds de 6 mm supplémentaires donneront ainsi le moyen de tendre le grillage de coque autour de cette zone.
On notera que, après coulée et prise du mortier, on déposera l'ensemble du gouvernail de sorte que le presse étoupe en bronze au manganèse, le tube de liaison et la bride inférieure soient proprement assemblés et fixés à la chemise en acier doux avant d'installer définitivement l'appareil à gouverner.
36. Armature d'un support de palier
Sur de nombreux dessins, du fait de l'emplacement du moteur, on a besoin d'un arbre de couche long. Pour empêcher la déformation de l'arbre, on incorpore des supports de paliers en ferrociment à des points déterminés dans l'armature de coque.
Les supports en ferrociment pour les paliers sont des blocs qui supporteront solidement et avec précision les paliers métalliques de l'arbre de couche.
On a donc absolument besoin de connaitre le type et les dimensions du socle de support de palier à utiliser avant d'installer l'élément en ferrociment.
Le dessin de construction de coque donnera la position des supports de paliers. On construit un cadre en ronds de 12 mm et on réserve sur le bloc une marge pour l'épaisseur de l'enduit. Les blocs, aux dimensions voulues, sont positionnés sur le côté des membrures, parallèlement à celles-ci, sous le niveau de la ligne d'arbre. Il vaut mieux prévoir une cale de 25 mm d'épaisseur entre le dessous du palier et le sommet du support de palier en ferrociment.
Deux boulons de diamètre et de longueur prévus sont insérés dans l'armature de chaque support et soudés définitivement en place en utilisant un gabarit de centrage pour maintenir leur position par rapport à l'axe et entre eux avec la partie filetée des boulons en haut. (Le gabarit peut aussi être utilisé par la suite pour établir le bon niveau du mortier sur le sommet des blocs au moment de la coulée de la coque).
Le cadre en ronds de 12 mm est alors ferraillé en ronds de 6 mm rattachés à la façade de la varangue. Il est recouvert de trois couches de grillage de 13 × 13 × 1 mm débordant sur la façade de la varangue, laissant l'accès par le haut pour le remplissage au moment de la coulée.
A cause de la difficulté habituelle pour monter les blocs dans une position basse à l'intérieur de la coque, il vaut mieux construire les supports de paliers après la mise en place de la chemise du tube d'étambot et avant de terminer l'armature de la quille dans la zone où ces supports doivent être installés.
A la fin de l'installation de la chemise du tube d'étambot et des paliers, le grillage intérieur de la quille, comme auparavant, peut être installé d'un côté et complètement ferraillé jusqu'au niveau de la rablure. Le grillage aussi, comme auparavant, est monté, coupé, relié et agrafé comme il faut. On peut également terminer l'autre côté.
Les bâtis de moteur en ferrociment constituent le moyen, non seulement de fixer et d'aligner un moteur avec précision, mais également d'apporter une résistance supplémentaire longitudinale à la coque.
Le dessin donnera normalement les informations quant à la position du moteur par rapport à la quille et indiquera peut-être la position de la ligne axiale des pattes du moteur. Cette information est insuffisante pour monter les boulons de fixation dans le bâti en ferrociment du moteur. Comme c'est souvent le cas, les documents du fabricant du moteur sont imprécis ou ne donnent pas une information suffisante.
Figure 18 Montage d'un bâti de moteur
La meilleure solution à ce problème, s'il se présente, est d'avoir le moteur sous la main environ un mois avant de commencer la construction de la coque ou d'avoir la possibilité de voir un exemplaire de moteur complet avec prise de force et de vérifier les dimensions et positions des pattes à partir d'un point de référence p. ex. le demi accouplement du réducteur (si le réducteur est du même modèle que celui qui va être utilisé).
On ne peut assez souligner l'importance de disposer de bonne heure de ces informations car, une fois le bâti coulé avec la coque, il sera difficile d'apporter des modifications et celà augmentera le coût.
La forme de construction idéale pour un bateau de pêche est basée sur la fixation du moteur à une plaque d'acier, laquelle, à son tour, est retenue au bâti du moteur en ferrociment par des boulons solidement soudés à l'armature du bâti avant la coulée du mortier.
Une réserve - généralement de 50 mm - est faite pour une cale de bois dur qui sera insérée entre le sommet du bâti en ferrociment et le dessous de la plaque d'acier utilisée pour fixer les pattes du moteur (Réf. Fig. N° 18). Cette pratique apporte deux avantages:
a) Elle aidera à réduire les vibrations transmises à la coque bien que la majorité des vibrations soit absorbée par la masse du bâti et ce particulièrement dans un bateau construit en ferrociment.37. Préparation des plats en acier et des boulons de fondation du bâti du moteur.b) La cale en bois peut être ajustée en forme et en épaisseur pour compenser les erreurs d'alignement entre la ligne d'arbre et la face supérieure du bâti en ferrociment.
La précision doit être parfaite car on ne peut se permettre une erreur d'alignement latéral du fait que la plupart des moteurs ne disposent que d'une marge minimale entre les faces internes des bâtis.
La construction de bâtis en ferrociment pour moteur est simple, à condition de suivre les étapes suivantes:
i) La chemise du tube d'étambot a été montée et la précision de son alignement avec l'arbre de couche vérifiée.38. Montage de la plaque supérieure du bâti de moteurii) Un gabarit semblable à la plaque d'acier, à laquelle le moteur sera finalement fixé, est monté et percé pour recevoir les boulons de fondation du bâti en ferrociment du moteur. Ces boulons encadreront chaque patte du moteur, de la prise de force et du réducteur. Le gabarit, bien que provisoire, doit être parfaitement rigide.
iii) La longueur des boulons de fondation est déterminée par l'épaisseur de la cale en bois, de la plaque d'acier et des deux écrous de 20 mm ainsi que par l'épaisseur de 3 mm des rondelles et quelques filets supplémentaires. Ces dimensions s'additionneront à partir du sommet du bâti sur une longueur totale de 120 mm. En plus, la longueur nécessaire à partir du sommet du bâti en ferrociment vers le bas et comprenant 12 mm à l'intérieur de l'enduit de coque peut être vérifiée et ajoutée pour donner la longueur totale des boulons. On doit prévoir un certain nombre de filets à la partie supérieure de chaque boulon pour permettre les règlages de la position finale du dessus de la plaque d'acier par rapport à la ligne d'arbre.
iv) L'inclusion des tiges verticales de 12 mm à l'intérieur des varangues de chaque membrure destinée à supporter l'armature longitudinale du bâti qui a été réalisée lors de la construction de la membrure devra être revérifiée quant à la précision de la position des tiges par rapport à la ligne d'arbre avant de monter le chassis du bâti à sa place.
Tout le travail ci-dessus peut être réalisé, soit en dehors de la coque, soit avant de commencer le travail de construction du bati du moteur.
Une fois l'armature de la coque terminée, un fer plat de 25 × 30 × 6 mm est monté sur chant à 10 mm au-dessous du niveau du mortier fini le long des barres de 12 mm dans les varangues et parallèles à la ligne d'arbre sur les quatre côtés des bâtis de moteur. Les extrémités effilées des bâtis ont des fers plats montés de la même façon.
39. Armature du bâti de moteur et boulons de fondation positionnés
Le gabarit de bâti complet avec des boulons de 20 mm montés pour obtenir la hauteur correcte au-dessus du mortier fini en utilisant un écrou soudé sur le boulon près du dessous du gabarit, est descendu sur le fer plat déjà monté sur les bâtis de moteur. Le dessous de la plaque plane est monté à 10 mm au-dessus des fers plats et aura la même mesure sous la ligne d'arbre comme on le montre sur le dessin de construction de coque, ce qui sera le dessous des pattes du moteur
Les ronds d'acier longitudinaux de 6 ou 8 mm étirés à froid sont maintenant passés à travers les membrures en commençant par le rond le plus proche du plat du bâti. Ce rond sera monté à environ 25 mm au-dessous de la face inférieure du plat. Les entre axes seront ensuite de 50 mm. Des ronds supplémentaires de 12 mm verticaux sont montés généralement à mi distance entre les membrures sur l'intérieur de chacun des côtés du bâti et soudés à la coque comme les ronds et les plats des bâtis de moteur.
Le gabarit est monté parallèle à la ligne d'arbre et la position, par rapport à l'avant et à l'arrière, est donnée par l'emplacement du demi accouplement du réducteur marqué sur le gabarit et mesuré à partir de la membrure la plus proche.
Avant de déterminer la position finale, on peut vérifier la longueur hors tout entre la marque du demi accouplement de réducteur sur le gabarit et la face arrière de la bride de la chemise du tube d'étambot pour être certain que les mesures coincident avec celles prévues.
Une fois satisfait de la précision générale et de la position des boulons de fondation, on soude ceux-ci aux tiges transversales insérées dans l'armature du bâti de moteur. Ces tiges doivent être soudées solidement à l'armature et aux boulons. Si ces boulons sont sans tête, leur extrémité inférieure doit être soudée à une courte tige de sorte que, dans le cas improbable où des soudures venaient à lâcher pendant ou après la coulée du mortier, les boulons de fondation ne puissent tourner ou être arrachés du mortier.
On peut maintenant enlever le gabarit des bâtis de moteur, nettoyer le dessus des fers plats et les peindre pour les avoir prêts pour la phase de coulée.
Tous les anguillers prévus à travers les bâtis de moteur peuvent maintenant être installés suivant les indications du dessin.
Les côtés du bâti de moteur sont maintenant garnis de trois couches de grillage de 13 × 13 × 1 mm sur les faces internes et externes de chaque bâti. Le grillage déborde de 40 mm sur la coque et les varangues et est soigneusement agrafé. Le bord du grillage parallèle au sommet des bâtis est paré et une couche est repliée vers le rond de 6 mm sur l'intérieur des bâtis pour le remplissage ultérieur par le mortier.
La largeur et la hauteur des bâtis en ferrociment du moteur seront habituellement déterminées par le dessinateur. S'il s'avère que la fixation du moteur est difficile par manque d'information et que la profondeur des bâtis le permet, la hauteur de l'élément en ferrociment peut être réduite de façon qu'un berceau en acier puisse être construit pour remplir l'espace entre le dessous des pattes du moteur et le sommet des bâtis en ferrociment.
Ceci permettra plus de flexibilité dans le dessin mais on doit faire attention à fournir une résistance suffisante, malgré les dimensions réduites du bâti, pour l'installation du moteur, de même qu'une résistance supplémentaire nécessaire à la coque.
40. Pose du grillage sur le bâti de moteur
On peut construire des quilles de roulis de différentes façons. Elles peuvent - comme les bâtis de moteur - être construites de façon à apporter une résistance et une protection accrues à la coque.
Le procédé que nous allons décrire n'est pas le moyen le plus facile de fabriquer une quille de roulis, mais il fournit, malgré tout, une forme solide et durable qui s'intègre bien à la coque.
La forme décrite peut être du modèle de celle décrite sur la figure N° 19. C'est une quille de roulis de forme bien arrondie de 100 mm de large et 150 mm de haut. Sa longueur et son emplacement seront indiqués sur le dessin de construction de coque.
La première étape consiste à cintrer un nombre suffisant de ronds de 12 mm pour suivre la dimension intérieure de la quille de roulis moins une réserve pour l'épaisseur de l'enduit. Chaque rond de 12 mm préparé est soudé directement à l'extérieur du rond de membrure à l'endroit indiqué par le dessin. Naturellement ces pattes de 12 mm cintrées verront leur longueur diminuer en approchant de chaque extrémité de la quille de roulis pour donner une forme adoucie sur la coque.
41. Ferraillage préliminaire d'une quille de roulis
De la même façon, on cintre des pattes en ronds de 8 mm suivant la forme de la quille de roulis et on les placera entre les membrures à égale distance de celles-ci pour diviser en deux l'espace déjà existant entre les pattes, procurant ainsi un appui supplémentaire aux ronds longitudinaux de 8 mm ajoutés plus tard.
On soude un rond de 12 mm à l'intérieur des pattes pliées en suivant la ligne centrale de la quille de roulis. Ce rond, à chaque extrémité de la quille de roulis, s'enfoncera à l'intérieur de la coque où il sera soudé à la membrure la plus proche ou à l'armature.
Les quilles de roulis sont ferraillées en ronds de 8 mm en acier étiré à froid. Le premier rond est monté parallèlement à l'armature de la coque et à 10 mm de celle-ci des deux côtés de la quille de roulis.
Une couche de grillage de 13 × 13 × 1 mm est présentée sur chaque quille, marquée à la craie et coupée comme patron pour les deux autres couches de grillage. La couche de grillage extérieure sur chaque quille est coupée pour permettre un débordement de 40 mm sur la coque.
A cause des courbes complexes dues à la forme des quilles de roulis, on aura besoin de travailller et d'agrafer soigneusement le grillage pour lui donner la forme voulue.
Figure 19 Quille de roulis au maître bau
42. Quille de roulis grillagée.
Des trous en nombre et tailles suffisants seront découpés à partir de l'intérieur de l'armature de la coque pour donner accès à l'intérieur des quilles de roulis aux aiguilles vibrantes au moment de la coulée de la coque.
Comme de nombreux chalutiers disposeront d'une tuyère pour donner une poussée supplémentaire, on aura besoin de points de fixation pour attacher ces tuyères en toute sécurité à la coque. Le dessin peut recommander les boulons du sabot de talon de quille pour fournir les fixations basses de la tuyère.
A la partie supérieure, on devra choisir entre un boulonnage direct à la surface de la coque ou fabriquer une protubérance sur l'étambot de sorte que la tuyère puisse être boulonnée sur un massif rajouté et que les fixations ne traversent pas la coque. On choisit généralement la dernière méthode.
Le bord supérieur de la face avant de la tuyère situé sur la ligne axiale sera le point le plus haut contre l'étambot et s'inclinera à l'arrière vers la quille. La forme de l'étambot va dans le sens inverse. On établit une forme triangulaire adéquate pour incorporer le bloc de renfort destiné à la fixation de la tuyère.
On fabrique un chassis en ronds de 12 mm que l'on fixe sur la coque et l'étambot, la largeur totale étant réduite pour permettre d'enduire les deux faces. Le chassis est solidement relié à l'armature de la coque après avoir été aligné avec précision par rapport à l'axe et selon l'angle voulu pour se retrouver parallèle au sommet de la tuyère.
Une paire de plaques est découpée comme gabarits pour les joues du massif et percée suivant la taille et le nombre de fixations.
43. Bloc de fixation pour le haut de la tuyère..
Des fourreaux de la dimension voulue pour le passage des boulons de fixation sont préparés et soudés dans le treillis d'armature en utilisant les gabarits pour leur positionnement.
Après avoir terminé les soudures, on soude des ronds d'acier de 6 mm étiré à froid au chassis de 12 mm et on les relie à l'armature de la coque. Trois couches de grillage de 13 × 13 × 1 mm sont alors découpées, agrafées en débordant de 40 mm sur le grillage de coque.
Les joues sont remises en place après graissage, boulonnées à travers les tubes fourreaux. Elles donnent ainsi un repère précis pour la largeur du massif et la forme extérieure pour la finition de l'enduit.
Il est essentiel de réaliser la coulée du mortier en suivant un ordre précis. Pour y arriver, on doit effectuer des travaux préparatoires incluant les points suivants qui peuvent être omis ou oubliés, ce qui créerait des problèmes au moment de couler la coque:
a) Etre absolument certain que, si on emploie une équipe de sous contractants pour couler le mortier, les conditions, dâte et période ont été bien fixées à temps.Préparer des solutions de rechange en cas de panne électrique ou mécanique de la bétonnière, des vibreurs, etc...b) Vérifier toutes les soudures des entretoises de membrures particulièrement aux endroits qui seront très sollicités par les transports de mortier autour de la coque durant la période de coulée.
c) Vérifier les armatures de la coque, s'assurer que les ligatures sont serrées et coupées court, que pas une extrémité, un pan ou un débordement de grillage n'a été laissé sans agrafage.
d) Vérifier qu'il n'y a pas de débris ou de morceaux de matériaux dans la coque et spécialement dans ou sous la quille, entre le gabarit de quille et la quille.
e) Graisser ou huiler légèrement le dessus du gabarit de quille, le talon de gouvernail et le gouvernail, couvrir le presse étoupe de gouvernail avec un film de polyéthylène ou autre. Protéger les brides de la chemise du tube d'étambot. Monter des boulons graissés dans toutes les brides. Enlever, graisser et remettre en place les ferrures ou les joues de la tête d'étrave.
f) Revérifier la ligne d'arbre par rapport aux bâtis du moteur et aux paliers; monter les plaques supérieures des bâtis et les cales de bois à leur place; envelopper les filets découverts des boulons des bâtis et massifs.
g) Revérifier les emplacements des passages de coque et la totalité de ceux qui sont montés.
h) Vérifier que tous les petits outils sont disponibles pour la coulée i. e. seaux, poulies, truelles, palettes de barbouilleurs, taloches en bois.
i) Vérifier et essayer les équipements de coulée, bétonnière, moteurs de vibreurs et aiguilles vibrantes.
j) Vérifier les projecteurs supplémentaires, les cables électriques etc.. dont on peut avoir besoin.
k) Vérifier quantité, qualité et propreté du sable, tamiser et laver si nécessaire.
l) Vérifier que les citernes d'eau sont parfaitement propres avant de les remplir.
m) Vérifier l'approvisionnement en ciment et placer celui-ci à proximité de la bétonnière.
n) Disposer des échafaudages nécessaires tout autour et en travers du sommet du navire; préparer deux espaces - près des poulies de remontée des seaux de mortier - au sommet de l'entretoisement des membrures pour la répartition du mortier.
o) Déterminer la méthode et le mode de préparation pour la prise du mortier de la coque i.e. approvisionnement en eau, toiles à sac etc...
p) Vérifier la structure du batiment pour éviter les influences de la pluie, du vent ou du soleil.
q) Vérifier que les additifs du mortier et/ou la glace sont disponibles pour le démarrage de la coulée.
r) Nettoyer le sol sous et autour de la coque: mouiller le sol s'il en est besoin.
La période pour effectuer ce travail de préparation est très souvent limitée car le jour prévu pour la coulée approche. Cependant, on doit prévoir cet espace de temps pour s'assurer que tout est prêt, autant qu'il est possible, avant de commencer la coulée.
44. Coque prête pour la coulée.
On doit reconnaitre que le fini et la résistance du bateau résident dans la qualification et l'approche coordonnée des travailleurs et cadres pendant la phase de coulée. De ce fait, l'organisation de la main d'oeuvre avant le jour ou la nuit de la coulée effective est de la plus grande importance.
Indications générales quant à la composition des effectifs nécessaires pour bétonner la coque d'un chalutier de 12-14 m:
Equipe de mélange:
- 2 hommes pour remplir les boites de ciment et de sable - manoeuvres.Equipe de manutention:
- 2 hommes sur la bétonnière - ouvriers qualifiés
- 2 hommes aux brouettes - manoeuvresEquipe de vibrage:
- 2 hommes au palan - manoeuvres
- 1 homme sur le bateau pour la distribution - manoeuvre
- 5 hommes sur les aiguilles vibrantes - ouvriers qualifiésEquipe intérieure:
- 5 hommes pour vérifier - ouvriers qualifiés
- 5 hommes sur les taloches - ouvriers qualifiésEquipe extérieure:
- 5 hommes pour dégrossir et finir - cimentiers
- 14 cimentiersEquipe de nettoyage:
- 4 hommes pour nettoyer et préparer la prise du mortier - manoeuvres
|
Total par catégories: |
Manoeuvres: |
7 |
|
|
Ouvriers qualifiés: |
17 |
|
|
Cimentiers: |
19 |
|
|
Nettoyeurs: |
4 |
|
|
|
47 hommes |
Pour calculer le nombre d'hommes nécessaires à la coulée d'un navire, on devra tenir compte de leur productivité et de la complexité de la coque à construire. Il est évident que pour bétonner une coque de même dimension où l'épaisseur de coque est faite d'une seule couche de ronds et comprend des bâtis de moteur et des varangues plus petites, on aura besoin d'une main d'oeuvre considérablement réduite.
Malgré ce que l'on vient de dire ci-dessus, quand on entreprend une première coulée, il vaudra mieux disposer de plus que de moins de main d'oeuvre. Après vérification, on ajustera les besoins en main d'oeuvre pour les coulées suivantes
Pour réussir une coulée, on doit suivre les indications suivantes:
Equipe de mélange
On accordera à un homme de confiance l'autorité nécessaire pour surveiller la qualité et les quantités de matériaux utilisés pour chaque mélange. Il devra vérifier que le mélange ne reste dans la bétonnière que le temps nécessaire et veillera sur la consommation de façon que le mélange soit toujours frais au moment de son utilisation.
Equipe de manutention
La principale tâche de l'équipe de manutention est de veiller à ce que le mélange soit transporté vers la coque et transféré pour son utilisation aussi rapidement que possible. Le mélange ne doit pas être laissé sur place dans les seaux car la première prise de mélange aura eu lieu et par la suite les autres ouvriers auront des difficultés à réaliser la pénétration du mortier.
Equipe de vibrage
L'équipe de vibrage doit savoir qu'il ne faut appliquer le vibreur qu'un minimum pour réaliser la pénétration du mortier et qu'elle doit toujours travailler avec quelqu'un pour vérifier la face externe de la partie en cours de vibration.
Equipe intérieure
L'équipe intérieure coule le mortier à l'intérieur du grillage entre les zones vibrées et suit l'équipe de vibration pour réaliser une surface assez régulière à l'intérieur de la coque prête pour l'enduit final par les cimentiers..
45. Vérification de l'équipement avant la coulée.
Equipe extérieure
L'équipe extérieure de cimentiers suit immédiatement l'équipe intérieure et applique la couche extérieure de mortier après que la pénétration de l'armature ait été réalisée par l'équipe intérieure.
Les cimentiers extérieurs ont la responsabilité de réaliser une couverture régulière de mortier et le fini voulu du navire. Un controleur peut vérifier l'épaisseur de la couche avec une simple jauge d'épaisseur
Equipe de nettoyage
On adjoint une équipe de nettoyage pour enlever l'excédent de mortier tombé sur les sols, les outils et l'équipement pendant et après la réalisation de la coulée. L'équipe commence également à mettre en place les toiles à sac pour l'opération de durcissement du mortier.
Naturellement, il doit y avoir une personne chargée de la supervision de l'opération de coulée pour s'assurer que chaque personne concernée remplit bien son rôle au moment voulu.
Les quelques points supplémentaires ci-dessous peuvent être utiles pour la personne responsable de la coulée:
1. La glace doit être sur place, si on l'utilise, une heure avant le commencement de la coulée.La coulée, comme on l'a dit plus haut, doit être réalisée de manière planifiée et il ne sert à rien d'inonder la coque de main d'oeuvre dans les phases initiales du travail.2. Prévoir une durée moyenne continue de travail de 12 heures pour tous les hommes (ce temps varie en fonction des conditions climatiques locales et de la taille du bateau). Il faudra prévoir des raccords dans la coque et les ponts de même que la coulée séparée des cloisons. Ceci est recommandé pour maintenir la qualité de coulée sur des coques de longueur supérieure à 12 m.
3. On doit se mettre d'accord sur les salaires avant de commencer le travail surtout si le travail doit s'effectuer à des heures anormales. Ceci inclut la main d'oeuvre sous - contractée.
4. Des poses seront prévues pour les rafraichissements de sorte que pas plus de cinq ouvriers sur l'ensemble de l'équipe ne s'absentent en même temps.
Il est de pratique courante d'échelonner les débuts du travail des ouvriers de façon que le travail et les ouvriers suivent un ordre progressif.
On peut appliquer le mortier à partir de l'extérieur de la coque mais, en pratique, il vaut mieux commencer à partir de l'intérieur pour mieux vérifier partout la pénétration du mortier au travers de l'armature.
46. Un mélange de qualité est essentiel.
Après vérification du démarrage et des premiers mélanges sortant de la bétonnière, l'équipe de manutention peut transporter le mortier vers la région du tableau arrière pour qu'il soit appliqué sur le massif du gouvernail, le cadre du tableau et l'étambot.
Ceux-ci sont vibrés en même temps que l'espace sous la chemise du tube d'étambot est rempli et vibré. La région du tube d'étambot s'avèrera sans doute la plus difficile à remplir et à tasser. On apportera tous les soins possibles pour être certain que cet endroit ne comporte aucun vide. Ceci s'applique également au talon de quille et à toute la quille en général.
Après que chaque membrure et chaque portion de quille ou de contre bauquière aient été vibrées et vérifiées, l'équipe de vibreurs se déplace vers l'avant, vers la travée suivante, et l'équipe intérieure se met au travail.
Quand chacune des équipes s'est déplacée vers l'avant, les cimentiers extérieurs pourront commencer le travail externe en se maintenant toujours derrière l'équipe travaillant à l'intérieur.
Quand le travail a avancé et que les premières surfaces réalisées se présentent bien, on peut commencer la finition intérieure de sorte qu'il y a quatre groupes de travail qui suivent le travail de façon correcte.
47. Coulée en cours sur l'intérieur de la coque.
Le groupe extérieur de cimentiers se divisera aussi en plus petits groupes au fur et à mesure que le travail extérieur avancera, avec un premier groupe qui étend le mélange, un second groupe qui taloche et le troisième qui lisse la surface à la truelle.
Comme le travail avance sur la coque, en plus du travail sur la coque et l'enduit, il y aura à remplir et lisser les quilles de roulis et le bâti de moteur. Après remplissage de ce dernier, on resserrera les cales de bois et les plaques d'acier sur le dessus des écrous qui ont été soudés aux boulons de fondation pour obtenir une véritable surface plane au-dessus du bâti. La cale de bois guidera les cimentiers pour la largeur du bâti.
Quand on aura atteint l'étrave, il est fort vraisemblable que l'on aura terminé l'extrémité arrière et on devra vérifier dans la région du massif du gouvernail et du massif de la quille que le mortier n'est pas en train de sècher trop vite. Ces zones peuvent avoir besoin d'être humidifiées pour ralentir la prise jusqu'à ce que la prise générale commence.
Quand on a atteint l'étrave, invariablement l'équipe est fatiguée et c'est maintenant que l'on doit faire le plus attention pour prévenir les vides et une baisse du niveau de la qualité.
Progressivement le nombre de personnes travaillant sur la coque se réduit quand les zones à couler diminuent. L'étrave demandera la touche d'un expert pour obtenir une belle courbe depuis la tête jusqu'au gabarit de quille.
Tous les anguillers, les passages de tubes, les bordures de membrures, de bauquière et de livet de pont devront être dégagés et débarassés des bavures de mortier.
48. Finition du tableau arrière et enduit de la coque.
Le durcissement est d'une importance capitale pour la résistance finale du mortier. Le durcissement peut être réalisé par les méthodes à l'eau ou à la vapeur.
Le durcissement à l'eau dure de 14 à 28 jours suivant les conditions locales, la température et le type de ciment utilisé. D'habitude pour du ciment Portland ordinaire, on a besoin de 28 jours, mais pour du Portland à prise rapide, 14 jours suffisent
Durant la période de durcissement, la température doit demeurer aussi constante que possible au-dessus de 10°C
La totalité de la coque - intérieur et extérieur - est enveloppée dans de la toile à sac qui doit demeurer en contact étroit avec la surface du ferrociment. La toile est entièrement trempée d'eau jusqu'à saturation. Après le trempage initial, la coque aura besoin d'être arrosée à intervalles réguliers, nuit et jour, pour maintenir l'humidité.
On peut encore, si l'eau est très abondante, utiliser un système d'arrosage continu.
La température idéale de l'eau est également supérieure à 10°C.
49. Région de l'étrave en voie d'achèvement
Si on utilise le durcissement à la vapeur, la structure entière en ferrociment doit être recouverte d'une bâche en matière plastique ou similaire pour former une tente qui sera remplie de vapeur humide à basse pression. En assurant un apport régulier de vapeur pendant toute la durée du durcissement, toutes les parties de la coque seront soumises aux mêmes conditions de durcissement..
Après le début du durcissement, la température de la vapeur sera régulièrement modifiée à partir d'un point de départ de 10°C mesuré à la surface de la coque et montée et descendue de moins de 10°C à l'heure pour atteindre 70/ après six heures. Cette température devrait être maintenue ensuite avec un écart de +/- 5°C pendant une période minimum de 96 heures, avant un abaissement progressif pendant une période de six heures, pour revenir à 10°C.
50. Coque entièrement coulée prête pour le durcissement.
51. Durcissement à l'eau de la coque.
On ne devra exercer aucun effort sur la coque pendant 24 heures après la fin du processus de durcissement à la vapeur
Il est toujours utile d'obtenir des fournisseurs d'équipements des informations pratiques sur l'application de la vapeur au durcissement du mortier, en plus de l'observance des exigences des sociétés de classification à ce sujet, si le bateau est construit suivant les règles.
Après le durcissement, le matériel utilisé à cet effet peut être enlevé.
Les passages de coque et les ouvertures de chemise du tube d'étambot sont bouchés provisoirement sous la ligne de flottaison. La quille doit être étayée sous les quilles du roulis ou suivant besoin. La coque est alors remplie d'eau jusqu'à la ligne de flottaison tracée sur le bord de la membrure et la ligne centrale de l'entretoisement. L'eau devrait être maintenue dans la coque pendant toute une journée ouvrable pour voir s'il y a des fuites.
Il est inhabituel d'avoir des fuites dans une coque bien coulée, mais, s'il y en a, elles devront être bouchées, se référer au chapitre 7: réparations et raccords en ferrociment.
Après la fin de l'essai, l'eau est évacuée. L'intérieur de la coque est nettoyé encore humide pour enlever les déchets en général et les saletés et tâches qui ont pu être laissées par les toiles à sac.
Les bordures amovibles des anguillers, dalots, porques et varangues, entretoises de membrures, cornières de livet de pont et de bauquière peuvent maintenant être enlevées, après avoir dégagé les tiges de suspension. Elles sont nettoyées et rangées pour être utilisées sur des constructions prévues pour plus tard. Les dessus des bâtis de moteur et des paliers sont desserrés pour vérifier qu'il n'y a pas de trous dans la surface et les boulons sont graissés à nouveau. Les brides de la chemise d'étambot sont nettoyées afin d'être prêtes pour le montage du tube d'étambot.
Les rondelles grower de 8 mm sont enlevées de toutes les arètes et les trous remplis, quand la coque est assez sèche, avec des bouchons à base de résine. Sauf si certains de ces points doivent être utilisés au moment de l'armement pour des fixations, le nombre de filets est généralement insuffisant pour une telle utilisation.
Toutes les irrégularités à la surface du ferrociment peuvent être corrigées pourvu que le grillage ne soit pas exposé. Si le ferraillage a été correctement conduit et que les cimentiers ont réalisé un bon fini, il y aura peu de travail de correction à faire.
Le dessous de la quille ne pourra être vérifié qu'après enlèvement du gabarit de quille. Quand il est effectué, les tiges filetées de fixation dans la quille devront être cisaillées, meulées et rebouchées. Les cales maintenant un espace de 10 mm entre l'armature de quille et le dessus du gabarit, comme on l'a expliqué plus tôt, peuvent être gardées en place ou enlevées et leurs emplacements rebouchés comme il faut.
Pour empêcher que les arêtes de la quille ne soient ébrèchées quand on déplace la coque ou que l'on glisse le navire, on peut les bisauter en les meulant sur 10 mm.
52. Coque avec bordures et entretoises enlevées.
Le sabot du talon de quille peut être déposé et le talon de quille vérifié. Le sabot est réinstallé en utilisant un matériau approprié pour le recevoir. Les brides de la chemise du tube de jaumière sont nettoyées pour être prêtes à l'installation définitive de l'appareil à gouverner.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
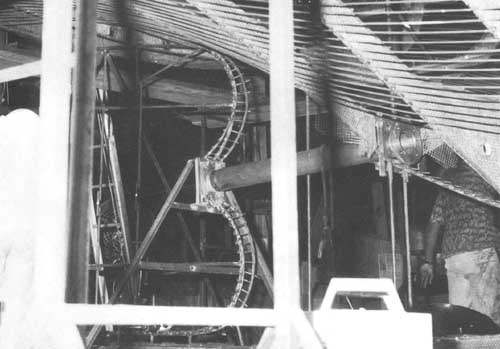{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
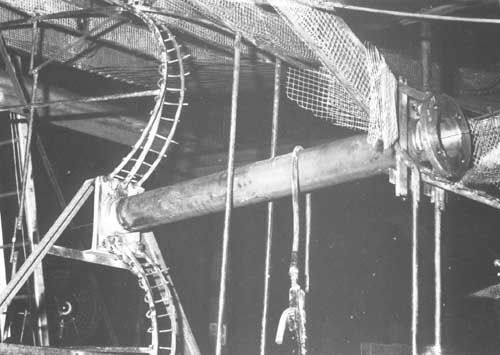{kind=link}
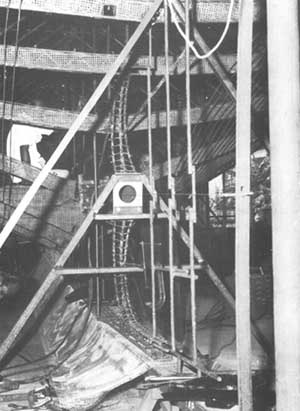{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}