





Application of Appropriate Technology for Freezer Vessels
Fish which have been frozen at sea are of very good quality when landed; therefore, more time is available for the fish to be distributed over a wider area and still be in good condition. Freezing at sea has therefore an important role in world fisheries.
Food Loss and Waste and Loss of Quality
Food Loss and Waste and Loss of Quality
Food loss and waste (FLW) is associated with loss of quality. This may be seen in the frozen product (e.g. freezer burn, discoloration, mechanical damage), but in many cases the loss of quality is not noticeable until after thawing and cooking. Most of the mechanisms of quality loss are determined by storage temperature and are accelerated with time spent above the recommended value. They are also promoted by temperature fluctuations. Typical causes of loss in quality are:
- Unfrozen water – even below –18°C, up to 10% water can be unfrozen and take part in physical and biochemical reactions.
- Freezing damage – the expansion of water as it turns to ice can cause structural damage to the food. This is often the cause of large voids and excessive drip loss in frozen materials after thawing. The effect can be minimised by freezing rapidly and maintaining low and consistent temperatures during frozen storage.
- ‘Ostwald ripening’ – this is the tendency for large ice crystals to grow at the expense of smaller ice crystals. The effect is to induce freezing damage. It can be minimised by maintaining low and consistent storage temperatures.
- Accretion – the joining together of two adjacent ice crystals, leading to increased ice crystal size and freezing damage. Again, it can be minimised by maintaining low and consistent storage temperatures.
- Vapour migration – this is most apparent on the surface of frozen foods as the build-up of ice on the interior of packaging and on food surfaces. If unchecked, this can lead to freezer burn and associated changes in colour and texture. It is caused by temperature gradients between the surface and centre of the product and can be minimised by maintaining low and consistent storage temperatures.
- Solute concentration and osmotic dehydration – during ice formation, the concentration of solutes in the unfrozen water increases, leading to inconsistency throughout the product and damage to the cell membranes. Also water and solutes can leach out of cellular structures, causing loss of turgor and internal damage. These effects can be minimised by low storage temperatures.
Minimise Thermal Arrest Period
Minimise Thermal Arrest Period
When a fish product is cooled in a freezer, its temperature drops rapidly to about minus 1°C (–1°C), when ice begins to form. However, not all the water in the fish turns to ice at this point. As more heat is extracted, more ice forms, but the temperature of the product drops only slowly until about minus 3°C (–3°C). This period, when the product temperature changes very gradually, is known as the thermal arrest period. The product’s temperature then begins to drop rapidly towards the operating temperature of the freezer.
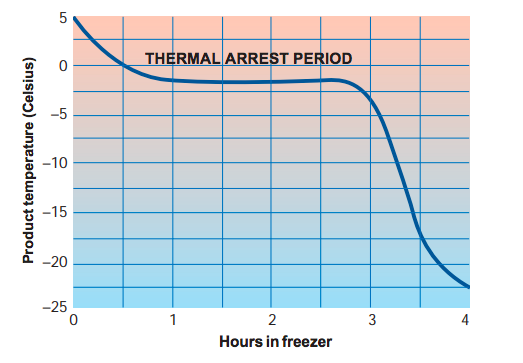
Source: Frozen Fish
To preserve the quality of the product, it is important that the thermal arrest period is as short as possible, preferably less than two hours. This rate of cooling can only be achieved in equipment designed for the purpose; merely placing fish in a cold store will not achieve a sufficiently high freezing rate.
Freezing Method
Freezing Method
Fish and seafood contain valuable proteins and fats, plus a lot of moisture. This makes them on the one hand valuable foods but on the other hand prone to rapid spoilage. The most important measure for stopping bacterial and enzymatic decomposition processes is to provide sufficient cooling within the value chains or fast freezing that will guarantee preservation of all the essential freshness parameters over several months.
There are several distinctive variants of cooling and freezing and the method chosen is primarily dependent on the type of seafood product, its shape, size and packaging, as well as other process-related parameters, such as the time that is available for chilling during the processing chain, or the initial temperature that the product has at the beginning of the cooling process. Which cooling method is used for which purpose does not, however, only depend on the method’s functionality but also on its profitability and the user’s financial scope. Some freezing systems might be unsuitable because they are too big for the available space or they might be too slow for the planned product throughputs. Plate freezers, for example, are not at all suited to freezing whole tuna. Other freezers could be eliminated because they dry out the fish and thus reduce product quality. Cryogenic freezers that work with liquid nitrogen or carbon dioxide are effective but too expensive for some products if they cannot be operated round the clock or if the running costs exceed the realizable revenue.
Air blast freezers are often the best solution for rapid shock freezing if the objective is to combine versatility with an economical procedure. These freezing systems are suited to freezing products of different shapes and sizes. Their performance is, however, decisively dependent on the air throughput which extracts the heat from the product. If the air in the freezing chamber is absolutely motionless then natural convection and thus the heat transfer rate will be low which lengthens freezing time considerably. If, on the other hand, the air is kept constantly in motion and circulated using fans (forced convection) the freezing time is reduced to a quarter of the previous value. For most applications of air blast freezers a circulation speed of 5 m/s is quite sufficient. This value is a good compromise between freezing time and costs for the refrigerant and the fan. If, however, the product is to be frozen in less than 30 minutes the air has to circulate in the chamber much faster, mostly at a speed of 10 to 15 m/s. An essential requirement for uniform, rapid freezing is a constant flow of air within the chamber which reaches and envelops all the products equally. This is not always easy, especially when the frozen food is packed very tightly or stacked on pallets which act as barriers to the airflow. Since the flow of air always takes the path of least resistance producers try to make circulation within the chamber as even as possible by using plates and vanes. The freezing plant has to be defrosted regularly and freed from ice which forms from freezing moisture on the walls of the chamber and gradually accumulates on the ribs of the freezer. This impairs heat transfer and lengthens freezing time.
Packaging
Packaging
Package barrier properties protect the food from ingress of gas, light, and water vapour, each of which can result in deterioration of colours, oxidation of lipids and unsaturated fats, denaturation of proteins and a general loss of characteristic sensory qualities. Similarly, barrier properties protect against the loss of moisture from the food to the external environment thereby eliminating dehydration and weight loss.
A wide range of materials is used for food packaging, including plastic, metals and paper/card. Plastic packages can provide a wide variety of properties, depending on the requirements of the food material and the cost of the package.
Rate of deterioration is affected by exposure to air. Block-frozen products are usually protected by close wrapping with plastic film or by coating with a water glaze. To maintain quality, it is important that this cover, film or glaze is not damaged or lost.
Case Study - Tuna
Case Study - Tuna
The approach, which minimizes degradation, enhances quality, and assures safety, is immediate chilling and freezing of fish after landing. Five general guidelines derived from a study of on-board freezing of tuna are as follows:
- The tuna fishing and processing industry should discuss promoting the use of a deck tank. This will achieve several benefits including the rapid lowering of temperature, improving flesh quality, reducing freezer energy load, and minimizing temperature fluctuation in the hold. Given the characteristics of an individual vessel including freezer efficiency and freezer capacity, fishing power and expected peak catch rates, deck tanks may not only improve the safety and consistency of product quality but also may be economically efficient.
- Prevent overloading the system. This is important for both the deck tank and the freezer. The catch rate for the vessel should match the chilling rate or freezing rate of each individual vessel. This can be of concern if peak catching rates exceed the fisherman's ability to rapidly chill the catch, particularly if fish are lying on deck for more than 6 hours. Catch rates are variable and impossible to predict; however, fishermen should recognize the quality and possible safety trade-offs associated with overloading their freezing system.
- Fish should be placed in the blast and brine freezers to ensure maximum air velocity or spray intensity. The heat transfer coefficient is a significant factor influencing freezing time. The proper placement of fish in the freezer compartments will guarantee the fastest freezing time.
- The use of onboard temperature monitors is strongly recommended. The quality of tuna (and most seafood) is directly impacted by time and temperature. The use of temperature monitors allows accurate estimates of freezing rates and helps fishermen better understand their refrigeration system's performance. Temperature monitoring equipment is not expensive and provides records for quality and safety assessment. They also can be used as a tool in contracts between fishermen, processors, and marketers.
- Methods such as spiking albacore when fish are landed should be further investigated. This method holds promise for controlling the thrashing of the fish on deck thereby minimizing postharvest increases in temperature, bruising, and quality defects.
Albacore fishermen are the first link in the distribution and marketing of a valuable food resource. Many factors affect the quality of the fish during harvesting and distribution to the consumer. The guidelines presented above are intended to give fishermen a better idea of the range of time, temperature, and on-deck handling factors critical for maintaining a high-quality product. Guidelines may also provide a certain quality and safety "buffer" if there is temperature abuse or poor product handling further down the distribution chain. Although our data and discussion focus on minimizing the rejection of product at the first buying station, they also lay a general plan for improving quality of landed albacore. With increased attention to time and temperature parameters, quality will improve, thereby supporting increased opportunities to diversify markets.
On-board Silage
On-board Silage
Waste from on-board processing can be converted into marketable by-products such as silage. The PG Silage solution is based on a system where treatment and storage tanks are integrated into the vessel hull, to avoid taking up valuable fillet storage space. The system creates silage of fish waste, separating the fish oil, and thereby evaporating the liquids that does not represent any economic value. It is based on known and proven components and automation methods, where PG Flow Solutions combines its competence from vessels, piping technology, pump solutions and liquid handling.
Key Publications
|
This document is intended to serve as a background paper and an introduction to the operations and equipment used in the freezing and cold storage of fish both on shore and at sea. |
| Managing The Cold Chain For Quality And Safety This manual summarises the key recommendations for processing, handling, distribution and storage of chilled and frozen foods. |
|
Guide for vessel operators to assist minimise the risk of problems associated with the transport of frozen fish products. |



More Resources
More Resources
31 October 2023

01 October 2023

10 April 2023