![]()
![]()
![]()
4. Thermal Properties of Wood and Wood Wastes
5. Wood Waste Burning Equipment
6. Boilers
7. Prime Movers
8. Water Treatment
9. Fuel Handling Equipment
10. Miscellaneous Power and Heat Plant Equipment
11. Gas Generators
When evaluating the properties of a combustible material with respect to its applicability as a fuel, the heating value is one of the most important figures. The heating value indicates how much thermal energy is obtained by combusting one mass unit of the material.
In the case of wood and wood wastes, the heating value depends on the species of wood in question, on the part of the tree which is used (core, bark or the tree as a whole) and on the moisture content. The upper limit of the heating value of 100 % dry wood is 18...20 MJ/kg. In practice, the moisture of wood at the moment of logging is about 50 %. Depending on transporting and storing methods and conditions it may rise to 65 % or sink to some 30 % measured at the mill. (Moisture given on wet basis Cf. p. 2)
The moisture of the manufacturing wastes of the mill depends on at what stage of the process the waste is extracted and whether there has been any drying of the wood before this stage. For instance, sanding dust from panel manufacturing is taken from the mill after the driers and the hot presses. Hence, its moisture could be as low as 15 %.
In table 4.1 the heating values of different types of wood fuel at different moisture contents are listed. They can be compared with the values of fuel oil at the bottom of the table.
Table 4.1 Heating Values and Specific Weight of Various Wood Fuels
|
Moisture Unit Fuel |
MJ/kg |
30 % MWh/m3 |
kg/m3 |
MJ/kg |
50 % MWh/m3 |
kg/m3 |
|
Hogged wood |
12.9 |
2.6 |
720 |
8.5 |
2.4 |
1030 |
|
Sawmill waste |
12.7 |
2.0 |
610 |
8.4 |
2.0 |
840 |
|
Chips |
13.0 |
1.9 |
510 |
8.2 |
1.6 |
720 |
|
Sawdust |
12.9 |
2.1 |
590 |
8.3 |
1.9 |
830 |
|
Sanding dust (moisture 15 %) |
16.7 |
1.9 |
410 | |||
|
|
MJ/kg |
MWh/t |
|
Light fuel oil |
42.7 |
11.9 |
|
Heavy fuel oil |
40.7 |
11.3 |
In the fuel cost calculations later in this study the fuel moisture is assumed to be 50 %. When manufacturing wastes are used moisture values below this are often obtained. The calculated consumption of fuel wood is thus to be regarded as an upper limit, which hardly will be exceeded in practice.
The following table is based on the data on waste yield of the different mechanical forest industry mills as presented in chapter 3. It indicates how much energy is received in the form of wood wastes per unit of manufactured product. Wood moisture is assumed to be 50 %.
Table 4.2 The Energy Content of the Wood Waste Yield per Manufactured Product Unit and Percentage of Fuel Demand
|
Yield of energy in wood wastes |
GJ/m3 |
MWh/m3 |
% |
Mill output |
|
Mill |
||||
|
Sawmill No. 1...4 |
6.1 |
1.7 |
c. 300 |
Sawnwood |
|
Panel Plant No. 1 |
5.8 |
1.6 |
90 |
Plywood |
|
Panel Plant No. 2 1) |
1.1 |
0.3 |
c. 10 |
Fiberboard |
|
Panel Plant No. 3...4 |
0.4 |
0.1 |
c. 10 |
Particle board |
|
Integrated Plant No. 1...2 2) |
1.7 |
0.5 |
50...60 |
Sawnwood, plywood and particle board |
|
Integrated Plant No. 3 2) |
1.2 |
0.3 |
65...70 |
Plywood, veneer and particle board |
1) per ton 3
2) per m3 of log input
The existing equipment for burning wood or wood is as follows:
- fixed flat grates (Dutch ovens, underfeed stokers)
- fixed cone grates
- mechanical flat grates (dumping grates, vibragrates, reciprocating grates)
- inclined and sloping grates (including step grates)
- travelling grates
- Z-grates
- combined sloping and mechanical grates
- cyclons
- fluidized beds
- suspension firing in the main furnace
- combined suspension and grate combustion
Those mentioned after the travelling grates are not dealt with here. They are either suited for capacity ranges which exceed the scope of this study, or they represent a technology which is too sophisticated (and expensive) to be recommended for operation in developing countries.
5.1 Fixed Flat Grate
The oldest system to burn wood or bark in industry is to burn it in a pile. The pile may stand on a grate or, on a brick floor. The pile is normally fired in a furnace which will result in stable combustion and higher combustion capacity. The furnace (which is often a Dutch oven) often works only as a gas generator, and the combustion is completed in the boiler, to which the furnace is connected.
The following figure No. 5.1 shows a Dutch oven with a flat grate. Normally a Dutch oven consists of two compartments which are separated with a center wall so that one of the compartment may be ashed during firing of the other. Fuel is normally fed from the top of the oven and forms a pile about 1...1.5 m high.
Figure 5.1 Flat grate in a Dutch oven.

In modern applications of the Dutch oven the grate is replaced by a solid floor.
Load control is performed by regulating the flow of combustion air. Maximum fuel moisture is 67 %. The Dutch oven is simple, reliable, troublefree (if designed with adequate space) and cheap. Drawbacks of the system are maintenance costs (refractory), poor response to load changes and strong ash and carbon carry over when overloaded. The Dutch oven requires continuous operation to maintain high combustion rate (continuous fuel feed).
Figure 5.2 shows an underfeed stoker for wood or wood waste. The fuel is fed into the furnace by a screw located under the grate. Maximum fuel size is approximately 65 x 10 x 10 mm.
Figure 5.2 Underfeed stoker with screw feeder.

When compared with a Dutch oven the advantage of a underfeed stoker is that the top of the pile is not cooled by cold and moist fuel or by cold air. On the other hand, if the pile is tight the air cannot penetrate the pile surface causing drying problems at the centre of the pile. For this reason underfeed stokers are suited for rather dry fuel. (Max. 40...45 %.)
Figure 5.3 A fire tube boiler equipped with a membrane screen and a plane grate in a refractory combustion chamber (Lambion).

Modern plane grates are water cooled pinhole grates. They are constructed by turning boiler tubes to form a floor near the bottom of the furnace and by laying grate bars on top of the tubes. The bars are equipped with pinholes for inlet of combustion air. The main advantage of this type of grate is its cheapness. Its drawbacks are:
- ashing limits grate using time to 20...22 h/d
- auxiliary fuel is required when fuel moisture exceeds 55 %
- plenty of maintenance is required.
5.2 Fixed Cone Grates
Several small grates belong to this category. The grate is normally in a refractory combustion chamber or it is part of it. The systems are basically identical to those in the previous section except the shape of the grate.
Conical grates are suited for fuels with higher moisture than flat grates. The fuel is normally fed by an under-feed stoker (cf. figure 5.4), but dry fuel could be fed from above as well (figure 5.5).
Figure 5.4 Refractory furnace and underfeed stoker.

Figure 5.5 Above-fed cone grate.

5.3 Mechanical Flat Grates
The dumping grate stoker is usually applied in small or medium sized units. It is a stationary grate (see figure 5.6) made up of grate bars, mechanically linked so that they can be rotated 90 degrees to dump ash. One section could be shut off for ashing while the combustion continues in the other sections.
Figure 5.7 Vibragrate for wood waste.

The vibragrate (figure 5.7) has been used in USA for burning wood waste. The combustion capacity is somewhat higher than with a dumping grate. The fuel bed slides down the grate as it is subjected to intermittent vibrations originating from a motor-driven eccentric drive at the front of the grate. The fuel dries and burns as it moves down the grate and the ash is discharged into a hopper at the front of the unit.
Figure 5.8 Kablitz-grate

A reciprocating grate is normally constructed slightly inclining. Figure 5.8 shows such a grate (Kablitz). The Kablitz grate is divided into separate sections, each of which is equipped with a drive of its own. The advantage of a reciprocating grate is its suitability in combustion of "difficult" fuels, such as bark. On the other hand its price is rather high.
5.4 Inclined and Sloping Grates
Sloping grates are widely used in modern bark or wood waste fired boilers. Although there exist some minor differences in design - horizontal or longitudinal grate bars, even or changing inclination etc. - the principle of operation is roughly the same for all inclined and sloped grates. The fuel is fed to the top of the grate from where it slides downwards. While sliding the fuel first dries and then ignites and burns. The ash is deposited at the bottom of the grate.
In some designs additional grates are added after the sloped grate for completion of the combustion or for ashing purposes. These designs are, however, rather expensive.
Maximum fuel moisture is 55...65 % depending on the grate design. Grates with horizontal bars, so-called step grates, are, however, suited only for rather dry fuels.
The ashing of a sloped grate is done manually or automatically. Ashing is required once per shift but with modern grates the interval may be even a week.
Figure 5.9 Underfloor furnace with a step grate and a fire tube boiler (Lambion).

5.5 Travelling Grates
Especially in North America wood and wood waste is often burned on travelling grate spreader stokers. The fuel is thrown into the furnace through feeders located 1...4 meters above the grate. The fuel falls onto the travelling grate, it dries, ignites and burns. The ash is conveyed to the front of the grate from where it falls into the ash pit.
Depending on how much the combustion air is preheated the maximum fuel moisture is between 40 and 55 %.
The main advantages of the travelling grate system is its versatility and great combustion capacity. Several different fuels may be burned on it and ash removal is continuous.
On the other hand travelling grates are subject to mechanical problems, which cause high maintenance costs.
Figure 5.10 Water tube boiler (Yoshimine) with spreader stoker and travelling grate.
When wood fired boilers are compared with oil or gas fired ones, the biggest differences exist in the combustion equipment. As oil and gas can be combusted in burners of rather simple design, the previous chapter showed clearly the extensiveness of the equipment that is needed in combustion of solid fuels, such as wood and wood waste.
In the rest of the boiler, however, there are only a few minor differences in design between boilers fired with solid fuels and those fired with oil or gas. One major difference is that generally more combustion air is needed with solid fuels than with oil, which leads to bigger amounts of flue gases and also to a bigger boiler volume. To turn it the other way round, with a given boiler a bigger output is obtained by oil firing than by wood firing, presuming that combustion of both is possible.
There is also another difference. Wood has a bigger ash content than oil and this requires more extensive ash removal, both from the furnace and from the flue gases.
On the whole, a wood fired boiler does not differ from an oil fired one in very many respects. For this reason, it is possible to change a boiler, that initially has been designed for oil combustion to wood combustion. As was mentioned earlier, the result will, however, be a lower boiler output.
For the reasons listed above, this chapter provides quite a brief presentation of boilers. Two questions will be dealt with: The different heat transfer mediums and the major types of boiler designs. The presentation is limited to boilers that are suited for industrial application of small scale mills.
6.1 Heat Transfer Medium
In choosing the heat transfer medium of a boiler there are three main alternatives:
- hot water
- steam
- hot oil
6.1.1 Hot Water
Because of the fact, that the boiling point of water at atmospheric pressure is 100 °C the water system of a warm water boiler must be pressurized. The needed pressure rises sharply with temperature requirements. For instance, to reach a temperature of 200 °C the water side pressure must constantly be maintained over 16 bar. The main applications of industrial water boilers are therefore at mills with low temperature requirements, roughly between 100 °C and 140 °C. One example is a sawmill with drying kilns (cf. section 3.2)
6.1.2 Steam
Steam is used where heat is needed at higher temperatures (150 °C...200 °C) and in applications that include steam turbines or steam engines. A steam boiler is generally more expensive than a water boiler and requires a more extensive water treatment system. On the other hand, to transfer the same amount of heat a smaller mass flow is needed with steam than with water, which could lead to savings in piping costs.
6.1.3 Hot Oil
To use oil as heat transfer medium instead of steam or water, will give some significant advantages. First, temperatures as high as 300 °C and over could be reached without pressurizing the system. This gives both better operation safety and simple design. Second, no water treatment is needed.
A temperature of 200 °C could be regarded to be the lower temperature limit for economical operation with hot oil.
In panel manufacturing the temperature requirements of the dryers and hot presses are of this magnitude. In some small scale plants, however, the equipment is designed to operate at a lower temperature level.
Some drawbacks are connected with hot oil operation. If the boiler is not carefully designed the oil may crack (change its chemical composition) and at length cause tube failures. Further, tube leaks may lead to considerable damage while the heat transfer medium is highly combustible. Finally, hot oil has a rather low specific heat and requires wider pipes than a water or steam heat transfer system.
6.2 Boiler Design Types
Although there is a multitude of different boiler designs the main operation principle is common for them all. Fuel is combusted to release heat, which is transferred from the flue gases to the heat transfer medium. All boilers operate this way regardless of what fuel is applied, how and where it is combusted or what heat transfer medium is used.
When the combustion equipment - which was presented in the previous chapter - is excluded, the boilers could be divide into two groups according to design features. These are:
- flame-fire tube boilers
- water tube boilers
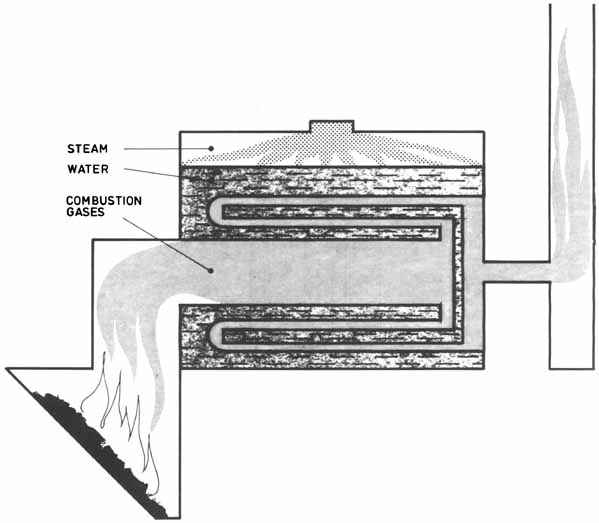
6.2.1 Flame-fire Tube Boilers
In a flame-fire tube boiler the hot flue gases flow inside the boiler tubes heating (evaporating) the medium outside the tubes. Depending on tube configuration, the flue gases flow through the boiler one to four times before leaving through the stack. Correspondingly, the boilers are called one-pass boilers, two-pass boilers etc. A three-pass boiler is shown in figure 6.1.
Flame-fire tube boilers are supplied for a wide range of capacities. Some boiler companies offer flame-fire tube boilers for water, steam and superheated steam from 170 kW to 18 000 kW or 250 kg/h to 28 t/h of output capacity. The pressure range of these boilers is 1.5...29 bar.
6.2.2 Water Tube Boilers
As the name indicates, the water - or whatever medium is applied - flows inside the tubes of a water tube boiler and, hence, the combustion gases on the outside. This is shown in figure 6.2.
In steam generation with small size water tube boilers - 15 t/h of steam or below - the boiler is often equipped with one or two drums (in some boilers even three). The feed water is pumped into the upper drum by the boiler feed pump. From there the water flows through a downcomer tube into the lower drum or a header.
On its way up back to the drum, the water is heated by the hot flue gases and turns to a mix of water and steam. The up-down circulation is maintained by the fact, that the upwards flowing water-steam mix has a higher temperature and, hence, a lower density than the water steam downwards.
Figure 6.1 Simplified cross-section of flame fire tube steam boiler
Figure 6.2 Simplified cross-section of water tube steam boiler
In the upper drum the steam is separated from the water and passed on, either directly or through a superheater, to where it is needed (a prime mover, an industrial process etc). The water is recycled and part of it is blown down to remove impurities and to maintain a high quality of the boiler water.
Water tube boilers are generally used when higher output is required. The lower capacity limit is of the magnitude of 1 t/h of steam. On the other hand, there are power boilers of water tube design with capacities of several thousands tonnes of steam per hour, but these are naturally outside the interest of this study.
Exact rules cannot be given for the selection of either flame-fire tube boilers or water tube boilers for heat generation. In general, warm water and small capacities of saturated steam are preferably generated by the former, while bigger amounts of steam and especially superheated steam is generated by the latter. In practice, the decision must be made case by case concerning the boiler as a whole, including also the combustion equipment.
The prime movers to be discussed in the following are:
- Back-pressure steam turbines
- Condensing steam turbines
- Steam engines
7.1 Back-Pressure Steam Turbines
When steam-using prime movers are considered there is in principle no difference in how the steam is generated or what fuel is used in steam generation. The power generation equipment of a wood fired power plant does not therefore differ from that of a plant using some other fuel. For this reason the prime movers will be presented quite briefly in the following.
Back-pressure turbines are used in connection with industrial processes where there is need for low- or medium-pressure steam. The high pressure steam enters the turbine and while it expands part of its thermal energy is converted into mechanical energy.
The mechanical energy is used to run an electric generator or mechanical equipment, such as pumps, fans, compressors etc.
The outlet steam leaves the turbine at overpressure and is passed onto the process for heating or drying purposes. Medium - pressure steam could be supplied through an turbine extraction if required by the process. Small scale turbines - in the power range of 2 MW and below - are however rarely equipped with extractions.
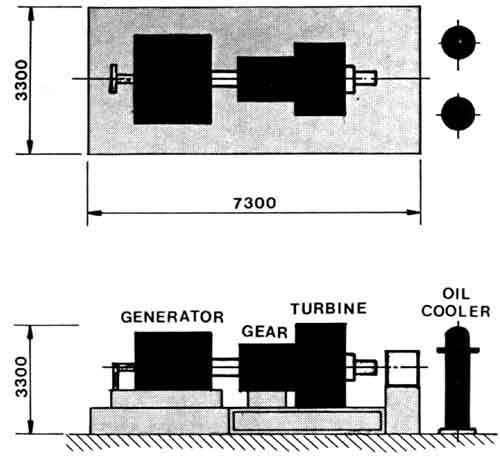
Figure 7.1 shows the dimensions of a 1.5 MW back-pressure turbine.
Some manufacturers offer turbine-generator sets without basement, which both makes the assembly easier and requires a smaller building volume. The economical advantage of this is obvious.
Back-pressure steam turbines are manufactured within a range from under 100 kW to over 100 MW. This study is however concerned with the energy supply of small scale industry which sets the upper size of the turbine at 2...3 MW.
The delivery times for these sizes are typically between six and twelve months plus time required for transportation to the plant site.
The condition of input and output steam may vary largely. The upper limit for inlet pressure is normally at about 80 bar but proper operation is possible at pressures much below that. The back pressure varies between 2 and 10 bar.
7.2 Condensing Steam Turbines
In a condensing turbine the steam expands below the atmospheric pressure and condenses while heating the cooling water in a condenser. As the outlet steam is at a low pressure it is useless for industrial applications.
Condensing turbines could however in some cases be used in industrial power plants as condensing tails connected to back-pressure turbines. In cases of low demand for process steam the steam surplus is run through the condensing tail to generate more power.
A condensing turbine does not differ much from a back-pressure turbine in respect of dimensions, steam values (with the exception of outlet pressure), delivery time and price.
The steam condensing equipment requires some additional investments plus the availability of cooling water. A 1 MW condensing turbine plant needs about 0.1 m3/s of cooling water.
Figure 7.1 Dimensions (mm) of a 1.5 MW back-pressure steam turbine.
7.3 Steam Engines
Modern high-speed steam engines are supplied both for back-pressure and condensing applications. In general, they serve the same purpose in an industrial power plant as steam turbines, although the principle of operation is different. The expanding steam forces a piston to move up and down between its end positions. The piston, in turn, runs a shaft to which a generator or some mechanical device is connected.
Steam engine operation is possible on relatively poor steam values. The inlet temperature must not exceed 400 °C. Normal values of the steam pressure are 15...25 bar. The steam engine may also run on saturated steam although this leads to a rather low efficiency.
One manufacturer offers steam engine units which can be combined to bigger sets according to the power demand. The output of one unit is 100...150 kW depending on steam conditions. In principle, there is no upper limit for the number of steam engine units to be combined in this way, but the price of the engine makes bigger sets economically disadvantageous.
Although the per-kW price of a steam engine is considerably higher than that of a steam turbine the steam engine has some technical advantages:
- operation is possible on poor steam values- maximum engine output is relatively easily increased by adding an additional unit to the set
- the efficiency is not decreased at part-load operation to the same extent as by steam turbines.
It seems however obvious that these advantages only in some marginal cases could outweigh the high investment costs when comparing a steam engine to a steam turbine of the same output.
Figure 7.2 shows the main dimensions of a three-unit engine generator set. (Electrical output appr. 450 kW).
The delivery time for a one- or two-unit set is 5 months exclusive time for freight.
Figure 7.2 Dimensions of 1...3 unit-steam engines. (Spilling)
7.4 Summary on Prime Movers
To summarize, the most important properties of the prime movers are following:
Back-pressure Turbine
- superheated steam into electrical or mechanical energy
- outlet steam at overpressure to industrial process
Condensing Turbine
- superheated steam into electrical or mechanical energy- outlet steam below atmospheric pressure
- alternatively as condensing tail after back-pressure turbine to generate additional power at low heat demand
Steam Engine
- superheated (max 400 °C) or saturated steam into electrical or mechanical energy
- back-pressure or condensing mode
- enlargement possible by adding engine units
- price-per-kW 5 to 10 times higher than for back-pressure turbines.
The purpose of water treatment is to maintain favourable conditions for steam boiler operation by:
- preventing deposit accumulation on heat surfaces
- minimizing corrosion on equipment and piping in the water-steam cycle.
Water treatment requirements depend heavily on boiler type, boiler pressure and raw water quality.
The most important stages of water treatment in a power plant are presented in figure 8.1. These stages are as follows:
8.1 Raw Water
Depending on local conditions the raw water contains various amounts of impurities, suspended particles and gases. The raw water is filtered and aerated, in some cases also precipitated.
8.2 Make-up Water
There is a number of different methods of make-up water treatment. The purpose of all of them is to remove or replace such ions (salts and minerals), that might cause harm to the equipment of the water-steam cycle. This is done by:
- various types of ionexchangers
- evaporators
- equipment based on reversed osmosis or by some combination of these.
At drum pressures of 40...60 bar and upwards demineralization is generally desirable. This causes a threshold in water treatment costs when that pressure level is exceeded.
The ionexchangers require a regular maintenance by skilled personnel, which could restrict applications in developing countries. The evaporators operate on heat, which leads to a demand for steam or hot water.
8.3 Feed Water
Feed water is a blend of polished condensate and treated make-up water. Before entering the boiler it is treated with additives and thermally deaerated to meet quality requirements.
8.4 Boiler Water and Steam
To produce as clean steam as possible the boiler water quality is controlled by means of injecting additives and by continuous blow-down from the drum.
8.5 Condensate
Condensate impurities are removed in mechanical filters and/or in ionexchangers.
Figure 8.1 Block diagram on water treatment

Compared with liquid fuels the handling equipment of wood fuels is naturally much more complicated. The main difference lies in the fact that wood cannot be pumped along pipes like oil but needs a conveying system to be transported from one place to another.
Further, to meet boiler requirements, the fuel must often be transformed from its initial shape and size into a form that is better suited for conveying and combustion.
The fuel handling system of a wood fired power or heat plant has to be designed separately case by case. It may consist of the following types of equipment:
- chippers to produce chips out of round wood, logging residues or wood wastes from the process,- belt conveyors, elevators and screw conveyors for fuel transport and feeding,
- screw dischargers to feed a conveyor from bottom of a pile of, for instance, chips
- silos and bins for intermediate storing,
- reception silos for dumping from trucks or front-end loaders,
- front-end loaders for fuel transporting as an alternative to belt conveyors.
Most wood fired power or heat plants use fuel oil as pilot fuel and in some cases to improve load control. At these plants the fuel handling equipment consist of both the wood and the oil handling system.
Regardless of what fuel is used the equipment of power and heat plants is to be classified as follows:
- boiler plant
- turbine plant (not included at pure heat plants)
- water treatment
- fuel handling equipment
- auxiliary equipment
- piping and insulation
- instrumentation
- electrification
- HVAC (heating, ventilation and cooling) equipment
The turbine plant stands for power generation in general and may include different types of prime movers.
The first four groups have been discussed in the previous chapters. This chapter will deal with those remaining.
10.1 Auxiliary Equipment
This group includes the following equipment
- pumps
- fans
- compressors
- steam conditioning valves
- cranes
- tools for repair and maintenance
- etc.
The bigger the plant, the more extensive is the list of auxiliary equipment.
10.2 Piping and insulation
The purpose of a power or heat plant piping system is to transfer flows of water, steam or condensate from one place to another within the plant, without raising transfer losses of pressure or heat too high.
10.3 Instrumentation
Instrumentation consists of all the equipment used in measuring, control, protection and alarming at plant operation. It is a tool of the operating personnel and by designing an extensive instrumentation and automation system a plant is to be operated by a small operation staff.
The reverse is also true. By lowering the level of automation investment costs are decreased but a bigger operation staff is needed.
The most important control objects of a steam power plant are:
- the water level of the drum,
- steam pressure and temperature,
- turbine-generator speed and voltage.
The centre of control is the control room or in small plants the control panel.
10.4 Electrification
The purpose of the electrical installation at a power plant is to transfer the generated power to where it is needed and at the right voltage. At an industrial power plant the main consumer is the industrial process, but also the plant itself needs some of the output to run the electrical motors connected to its pumps, fans and other such equipment. If power generation exceeds the process and auxiliary demand, the surplus is transferred to the public grid.
Diesel generators and accumulators are used to supply standby power and, if the plant is not connected to the public grid, the power needed for start-ups.
10.5 HVAC
To this group of equipment belong the following:
- heating
- ventilation
- fresh water system
- sewage system
- fire protection system.
One way of utilizing the energy of wood-based fuel is converting it to combustible gas (producer gas) in a gasifier. The technology of gasifying solid fuels is more than hundred years old but rising energy costs have significantly increased the research activities within this field in recent years.
Producer gas is formed in a partial combustion process in which the chemical energy of the fuel is turned into gas, mainly carbon monoxide and hydrogen. The reaction takes place in a gas-tight gasifier retort, into which fuel and air is fed. The reaction is supported by its own heat and no external heat source is needed except for ignition. In some cases steam is introduced to prevent the reaction temperature from rising too high.
In a fixed bed gasifier the retort is filled with fuel from the top. The fuel moves slowly downwards, passing through a number of different zones. The first one is the drying zone where the water content is reduced from its inlet value of max. 20...30 %. On the way down the temperature rises, which causes the carbonization of the fuel in the heat zone and the gasification of the carbon in the following one. The ash is removed from the bottom, for instance by a rotating grate.
The air streams through the gasifier in the same or in the opposite direction as the fuel flow, or across the fuel bed.
Accordingly, the fixed bed gasifiers are separated in down-draught, up-draught or cross-draught generators.
Another type is the fluidized bed gasifier, which gasifies the fuel in a bed of sand or some other similar material. The bed is kept soaring by a high-velocity stream of air entering at the bottom of the gasifier.
The hot gas leaving the gasifier has a heating value of 5... 10 MJ/m3. It may contain various impurities, such as ash and vapours of tar and oil. If the gas is burned in an engine it must be cleaned and cooled first but if it is used in a boiler, this is not necessary.
The advantage of converting the fuel wood into gas before combustion is that gas can be burned with much simpler equipment than solid fuels. Producer gas offers a possibility to turn from oil or natural gas to fuel wood in old burning facilities - boilers, kilns, dryers etc. - with rather small changers in the equipment.
The feasibility of wood gasification in new installations compared with direct wood combustion have not been evaluated here. The reason for this is that most modern wood gasifier systems are still on a prototype or pilot plant stage. Valid price information has therefore been difficult to obtain.
Some difficulties occur in the gasification of wood. Due to the heterogenity of the raw material the quality (and the heating value) of the gas may change during operation. This problem can be solved by first making charcoal out of the wood and then gasifying the charcoal. The result would be a producer gas of more even quality, but on the other hand, higher equipment costs and greater risks of disturbances in operation.
Another problem is that the moisture of the fuel must not exceed 20...30 % when fed into a fixed bed gasifier. This calls for some form of fuel dryer and causes extra costs compared with direct combustion.
The producer gas also offers a possibility of power generation with diesel sets, without having to convert the fuel energy into steam first. Especially at small capacities this would lead to savings in capital expenditure and enable small-scale on-site power generation at locations, where electricity from the public grid is expensive or not available at all.
Many manufacturers are presently developing producer gas engine systems, but no information is available of modern sets in commercial operation. This technology cannot yet be regarded as proven.
Considering the present research activity in the field of wood gasification it seems however possible that both technically and economically gasifiers appear in the market within a few years
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}