![]()
![]()
![]()
Introduction
Module 1 - History and background of the HACCP system
Module 2 - The Codex guidelines for the application of the HACCP system
Module 3 - Assemble the HACCP team - Task 1
Module 4 - Describe product and identify intended use - Tasks 2 and 3
Module 5 - Construct flow diagram and on-site confirmation of flow diagram - Tasks 4 and 5
Module 6 - List all potential hazards associated with each step, conduct a hazard analysis and consider any measures to control identified hazards - Task 6/Principle 1
Module 7 - Determine critical control points - Task 7/Principle 2
Module 8 - Establish critical limits for each critical control point - Task 8/Principle 3
Module 9 - Establish a monitoring system for each critical control point - Task 9/Principle 4
Module 10 - Establish corrective actions - Task 10/Principle 5
Module 11 - Establish verification procedures - Task 11/Principle 6
Module 12 - Establish documentation and record keeping - Task 12/Principle 7
The objective of Section 3 is to review the tasks in the application of the HACCP system and to provide trainees with the knowledge and background necessary to establish HACCP plans and/or verify the acceptability of existing HACCP plans and systems.
Section 3 reviews the 12 tasks in the application of HACCP, including the seven HACCP principles. It emphasizes the importance of the Codex General Principles of Food Hygiene and the appropriate commodity codes of practice, standards and guidelines as a basis for developing the HACCP plan.
Section 3 of the training manual is based on Revision 1 (current) of the Hazard Analysis and Critical Control (HACCP) system and guidelines for its application, which was adopted during the twenty-second session of the Codex Alimentarius Commission in 1997 and included as Annex to the Recommended International Code of Practice - General Principles of Food Hygiene [CAC/RCP 1-1969, Rev. 3 (1997)]. A previous draft of the Hazard Analysis and Critical Control (HACCP) system and guidelines for its application was included as Appendix II to ALINORM 97/13 and was adopted by the twentieth session of the Codex Alimentarius Commission in 1993.
Section 3 contains the following training modules:
· Module 1: History and background of the HACCP system· Module 2: The Codex guidelines for the application of the HACCP system
· Module 3: Assemble the HACCP team - Task 1
· Module 4: Describe product and identify intended use - Tasks 2 and 3
· Module 5: Construct flow diagram and on-site confirmation of flow diagram -Tasks 4 and 5
· Module 6: List all potential hazards associated with each step, conduct a hazard analysis and consider any measures to control identified hazards - Task 6/Principle 1
· Module 7: Determine critical control points - Task 7/Principle 2
· Module 8: Establish critical limits for each critical control point - Task 8/Principle 3
· Module 9: Establish a monitoring system for each critical control point - Task 9/Principle 4
· Module 10: Establish corrective actions - Task 10/Principle 5
· Module 11: Establish verification procedures - Task 11/Principle 6
· Module 12: Establish documentation and record keeping - Task 12/Principle 7
Module 1 provides a general introduction and background information on the HACCP system. It discusses the history and application of HACCP and looks at the increasingly important role of HACCP in international trade. Module 2 gives the Codex text and definitions of the Hazard Analysis and Critical Control Point as approved by the twenty-second session of the Codex Alimentarius Commission (Geneva, Switzerland, June 1997). Modules 3 to 12 follow the logical sequence for application of HACCP recommended by the Codex Alimentarius Commission, which consists of 12 tasks.
Section 3 uses lecture and traditional training aids such as slides and videos to relay the information. In addition, an important component of the training is the development of an HACCP plan by the trainees divided into working groups. The plan is developed step by step by addressing each of the 12 tasks and completing the appropriate forms elaborated in each module. These forms record the information and data necessary to document the HACCP implementation process and capture monitoring and verification information for evaluating the effectiveness of the HACCP system. A complete set of blank forms is attached in Annex 1 of the manual.
At the end of each module, an example of the completed form is provided. The example case (canned mushroom) is based on a training example used by government agencies. This example can be used during training or replaced with a different food product depending on local food production methods, product types, etc.
The forms have been prepared for training purposes only and may not be suitable for direct application by the food industry. Instead, the industry may develop or design its own forms for development of its specific HACCP plan. Furthermore, trainers may wish to redesign the demonstration forms to enhance the effectiveness of the message during classroom sessions, including the basic information and data given in the forms along with other information and data considered necessary or desirable for actual use.
Objective
To introduce the trainees to the history and background of the Hazard Analysis and Critical Control Point (HACCP) system and its importance as a food safety management system in identifying and controlling food safety hazards
Suggested method of instruction
· Lecture
Aids
· Overhead transparencies
· Handout
· HACCP videos
Reference
· The use of hazard analysis critical control point (HACCP) principles in food control. Report of an FAO Expert Technical Meeting, Vancouver, Canada, 12-16 December 1994. FAO Food and Nutrition Paper No. 58. Rome, FAO/1995.
Time frame
· One hour lecture
Content
· History of HACCP
· The Codex Alimentarius General Principles of Food Hygiene
· Advantages of HACCP
· Application of HACCP
· HACCP and trade
· Training
· Objectives of the FAO approach to HACCP
Learning outcome
Participants should be familiar with the history of HACCP, its importance as a programme for food safety and its importance in international trade.
HISTORY OF HACCP
HACCP has become synonymous with food safety. It is a worldwide-recognized systematic and preventive approach that addresses biological, chemical and physical hazards through anticipation and prevention, rather than through end-product inspection and testing.
The HACCP system for managing food safety concerns grew from two major developments. The first breakthrough was associated with W.E. Deming, whose theories of quality management are widely regarded as a major factor in turning around the quality of Japanese products in the 1950s. Dr Deming and others developed total quality management (TQM) systems which emphasized a total systems approach to manufacturing that could improve quality while lowering costs.
The second major breakthrough was the development of the HACCP concept itself. The HACCP concept was pioneered in the 1960s by the Pillsbury Company, the United States Army and the United States National Aeronautics and Space Administration (NASA) as a collaborative development for the production of safe foods for the United States space programme. NASA wanted a "zero defects" programme to guarantee the safety of the foods that astronauts would consume in space. Pillsbury therefore introduced and adopted HACCP as the system that could provide the greatest safety while reducing dependence on end-product inspection and testing. HACCP emphasized control of the process as far upstream in the processing system as possible by utilizing operator control and/or continuous monitoring techniques at critical control points. Pillsbury presented the HACCP concept publicly at a conference for food protection in 1971. The use of HACCP principles in the promulgation of regulations for low-acid canned food was completed in 1974 by the United States Food and Drug Administration (FDA). In the early 1980s, the HACCP approach was adopted by other major food companies.
The United States National Academy of Science recommended in 1985 that the HACCP approach be adopted in food processing establishments to ensure food safety. More recently, numerous groups, including for example the International Commission on Microbiological Specifications for Foods (ICMSF) and the International Association of Milk, Food and Environmental Sanitarians (IAMFES), have recommended the broad application of HACCP to food safety.
THE CODEX ALIMENTARIUS GENERAL PRINCIPLES OF FOOD HYGIENE
Recognizing the importance of HACCP to food control, the twentieth session of the Codex Alimentarius Commission, held in Geneva, Switzerland from 28 June to 7 July 1993, adopted Guidelines for the application of the Hazard Analysis Critical Control Point (HACCP) system (ALINORM 93/13A, Appendix II). The commission was also informed that the draft revised General Principles of Food Hygiene would incorporate the HACCP approach.
The revised Recommended International Code of Practice - General Principles of Food Hygiene [CAC/RCP 1-1969, Rev 3 (1997)] was adopted by the Codex Alimentarius Commission during its twenty-second session in June 1997. The Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application is included as its Annex.
The Codex General Principles of Food Hygiene lay a firm foundation for ensuring food hygiene. They follow the food chain from primary production through to the consumer, highlighting the key hygiene controls at each stage and recommending an HACCP approach wherever possible to enhance food safety. These controls are internationally recognized as essential to ensuring the safety and suitability of food for human consumption and international trade.
ADVANTAGES OF HACCP
The HACCP system, as it applies to food safety management, uses the approach of controlling critical points in food handling to prevent food safety problems. The system, which is science based and systematic, identifies specific hazards and measures for their control to ensure the safety of food. HACCP is based on prevention and reduces the reliance on end-product inspection and testing.
The HACCP system can be applied throughout the food chain from the primary producer to the consumer. Besides enhancing food safety, other benefits of applying HACCP include more effective use of resources, savings to the food industry and more timely response to food safety problems.
HACCP enhances the responsibility and degree of control at the level of the food industry. A properly implemented HACCP system leads to greater involvement of food handlers in understanding and ensuring food safety, thus providing them with renewed motivation in their work. Implementing HACCP does not mean undoing quality assurance procedures or good manufacturing practices already established by a company; it does, however, require a revision of these procedures as part of the systematic approach and for their appropriate integration into the HACCP plan.
The application of the HACCP system can aid inspection by food control regulatory authorities and promote international trade by increasing buyers' confidence.
Any HACCP system should be capable of accommodating change, such as advances in equipment design, changes in processing procedures or technological developments.
APPLICATION OF HACCP
While the application of HACCP to all segments and sectors of the food chain is possible, it is assumed that all sectors should be operating according to good manufacturing practices (GMPs) and the Codex General Principles of Food Hygiene. The ability of an industry segment or sector to support or implement the HACCP system depends on the degree of its adherence to these practices.
The successful application of HACCP requires the full commitment and involvement of management and the workforce. It requires a multidisciplinary approach which should include, as appropriate, expertise in agronomy, veterinary health, microbiology, public health, food technology, environmental health, chemistry, engineering, etc. according to the particular situation. The application of the HACCP system is compatible with the implementation of TQM systems such as the ISO 9000 series. However, HACCP is the system of choice in the management of food safety within such systems.
HACCP AND TRADE
The Final Act of the Uruguay Round of multilateral trade negotiations, which began in Punta del Este, Uruguay in September 1986 and concluded in Marrakesh, Morocco in April 1994, established the World Trade Organization (WTO) to succeed the General Agreement on Tariffs and Trade (GATT). The Uruguay Round negotiations were the first to deal with the liberalization of trade in agricultural products, an area excluded from previous rounds of negotiations.
Significant implications for the Codex Alimentarius Commission arise from the Final Act of the Uruguay Round: the Agreement on the Application of Sanitary and Phytosanitary Measures (SPS Agreement) and the Agreement on Technical Barriers to Trade (TBT Agreement).
The purpose of the SPS Agreement is to ensure that measures established by governments to protect human, animal and plant life and health, in the agricultural sector only, are consistent with obligations prohibiting arbitrary or unjustifiable discrimination on trade between countries where the same conditions prevail and are not disguised restrictions on international trade.
The SPS Agreement is particularly relevant to food safety, providing a framework for the formulation and harmonization of sanitary and phytosanitary measures. It requires that such measures be based on science and implemented in an equivalent and transparent manner. They cannot be used as an unjustifiable barrier to trade by discriminating among foreign sources of supply or providing an unfair advantage to domestic producers.
To facilitate safe food production for domestic and international markets, the SPS Agreement encourages governments to harmonize their national measures or base them on international standards, guidelines and recommendations developed by international standard-setting bodies.
The purpose of the TBT Agreement is to prevent the use of national or regional technical requirements, or standards in general, as unjustified technical barriers to trade. The agreement covers all types of standards including quality requirements for foods (except requirements related to sanitary and phytosanitary measures), and it includes numerous measures designed to protect the consumer against deception and economic fraud.
The TBT Agreement also places emphasis on international standards. WTO members are obliged to use international standards or parts of them except where the international standard would be ineffective or inappropriate in the national situation.
Codex standards, guidelines and other recommendations have become the specifically identified baseline for safe food production and consumer protection under the SPS Agreement. In this environment. Codex standards, guidelines and other recommendations take on unprecedented importance with respect to consumer protection and international food trade. As a result, the work of the Codex Alimentarius Commission, including the Guidelines for the application of the Hazard Analysis Critical Control Point (HACCP) system, has become the reference for international food safety requirements. In this light it is imperative that the Codex guidelines for the application of the HACCP system be unequivocal in their guidance; otherwise conflicts on food safety grounds could arise.
The application of HACCP as a public policy requires definition of the role of government in the utilization of the HACCP process. Food-exporting countries may require additional resources to enhance their food industries to meet the requirements. Adequate steps should be taken to facilitate food trade, such as assessment of food safety, training of personnel, technology transfer and strengthening of the national food control system.
TRAINING
Food industries and food control regulatory agencies worldwide have shown interest in implementing the HACCP system. A common understanding about terminology and approaches for application will greatly enhance its adoption and will lead to a harmonized approach to food safety among countries all over the world. Many countries have integrated or are in the process of integrating the HACCP system into their regulatory mechanisms. In many countries, application of the HACCP system to foods may become mandatory. As a result, there is a tremendous demand, particularly in developing countries, for training in the HACCP system and for the development and assembly of reference materials to support this training.
It is in this context that FAO has prepared this training package on the Codex General Principles of Food Hygiene and the guidelines for the application of the HACCP system.
OBJECTIVES OF THE FAO APPROACH TO HACCP
The objectives of the FAO approach to HACCP include:
· Promotion of the implementation of the HACCP system based on the harmonized Codex General Principles of Food Hygiene and GMPs· Development of a programme to train trainers who are in a position to train others who can apply the knowledge gained
· Identification and provision of appropriate reference and training materials on the application of HACCP to support the training
· Provision of training to individuals involved to varying degrees with the preparation, monitoring, administration and verification of HACCP plans
· Enhancement of the role of science and risk assessment in the development of HACCP systems
· Creation of a framework for determining the equivalence of food safety control programmes through a harmonized approach to the application of HACCP
Objective
To introduce the trainees to the Codex guidelines for the application of the Hazard Analysis and Critical Control Point (HACCP) system; to provide an overview of the system, the definitions and the internationally accepted approach on which the subsequent HACCP training modules are based
Suggested method of instruction
· Lecture
Aids
· Overhead transparencies/slides
· Handout
· HACCP videos
References
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev 3 (1997)] - reproduced below in shaded boxes· HACCP in microbiological safety and quality. International Commission on Microbiological Specifications for Foods (ICMSF). Oxford Mead, UK, Blackwell Scientific Publications, 1988.
Time frame
· One hour lecture
· 30 minutes video
Content
· The HACCP system
· Definitions
· Principles of the HACCP system
· Guidelines for the application of the HACCP system
· Application of the HACCP principles
· Training
Learning outcome
Participants should be familiar with the Codex guidelines for the application of the HACCP system and the definitions and approach in these guidelines. This module provides a foundation for the more in-depth HACCP training to follow.
THE HACCP SYSTEM
|
[Excerpt from Preamble] The HACCP system, which is science based and systematic, identifies specific hazards and measures for their control to ensure the safety of food. HACCP is a tool to assess hazards and establish control systems that focus on prevention rather than relying mainly on end-product testing and inspection. Any HACCP system is capable of accommodating change, such as advances in equipment design, processing procedures or technological developments. |
DEFINITIONS
|
Control (verb): To take all necessary actions to ensure and maintain compliance with criteria established in the HACCP plan. Control (noun): To state wherein correct procedures are being followed and criteria are being met. Control measure: Any action and activity that can be used to prevent or eliminate a food safety hazard or reduce it to an acceptable level. Corrective action: Any action to betaken when the results of monitoring at the CCP indicate a loss of control. Critical Control Point (CCP): A step at which control can be applied and is essential to prevent or eliminate a food safety hazard or reduce it to an acceptable level. Critical limit: A criterion which separates acceptability from unacceptability. Deviation: Failure to meet a critical limit. Plow diagram: A systematic representation of the sequence of steps or operations used in the production or manufacture of a particular food item. HACCP: A system which identifies, evaluates, and controls hazards which are significant for food safety. HACCP plan: A document prepared in accordance with the principles of HACCP to ensure control of hazards which are significant for food safety in the segment of the food chain under consideration. Hazard: A biological, chemical or physical agent in, or condition of, food with the potential to cause an averse health effect. Hazard analysis: The process of collecting and evaluating information on hazards and conditions loading to their presence to decide which are significant for food safety and therefore should be addressed in the HACCP plan. Monitor: The act of conducting a planned sequence of observations or measurements of control parameters to assess whether a CCP is under control. Step: A point, procedure, operation or stage in the food chain including raw materials, from primary production to final consumption. Validation: Obtaining evidence that the elements of the HACCP plan are effective. Verification: The application of methods, procedures, tests and other evaluations, in addition to monitoring to determine compliance with the HACCP plan. |
PRINCIPLES OF THE HACCP SYSTEM
|
The HACCP system consists of the following seven principles: Principle 1 Conduct a hazard analysis. |
Identify the potential hazard(s) associated with food production at all stages, from primary production, processing, manufacture and distribution until the point of consumption. Assess the likelihood of occurrence of the hazard(s) and identify the measures for their control.
|
Principle 2 Determine the Critical Control Points (CCPs). |
Determine the points, procedures or operational steps that can be controlled to eliminate the hazard(s) or minimize its (their) likelihood of occurrence.
A "step" means any stage in food production and/or manufacture including the receipt and/or production of raw materials, harvesting, transport, formulation, processing, storage, etc.
|
Principle 3 Establish critical limit(s). |
Establish critical limit(s) which must be met to ensure the CCP is under control.
|
Principle 4 Establish a system to monitor control of the CCP. |
Establish a system to monitor control of the CCP by scheduled testing or observations.
|
Principle 5 Establish the corrective action to be taken when monitoring indicates that a particular CCP is not under control. |
|
Principle 6 Establish procedures for verification to confirm that the HACCP system is working effectively. |
|
Principle 7 Establish documentation concerning all procedures and records appropriate to these principles and their application. |
GUIDELINES FOR THE APPLICATION OF THE HACCP SYSTEM
|
Prior to application of HACCP to any sector of the food chain, that sector should be operating according to the Codex General Principles of Food Hygiene, the appropriate Codex Codes of Practise, and appropriate food safety legislation. Management commitment is necessary for implementation of an effective HACCP system. During hazard identification, evaluation, and subsequent operations in designing and applying HACCP systems, consideration must be given to the impact of raw materials, ingredients, food manufacturing practices, role of manufacturing processes to control hazards, likely end-use of the product, categories of consumers of concern, and epidemiological evidence relative to food safety. The intent of the HACCP system is to focus control at CCPs. Redesign of the operation should be considered if a hazard which must be controlled is identified but no CCPs are found. HACCP should be applied to each specific operation separately. CCPs identified in any given example in any Codex Code of Hygienic Practice might not be the only ones identified for a specific application or might be of a different nature. The HACCP application should be reviewed and necessary changes made when any modification is made in the product, process, or any step. It is important when applying HACCP to be flexible where appropriate, given the context of the application, taking into account the nature and the size of the operation. |
APPLICATION OF THE HACCP PRINCIPLES
|
The application of HACCP principles consists of the following tasks as identified in the Logic Sequence for Application of HACCP [see Figure]. Logic sequence for application of HACCP 1. Assemble HACCP team The food operation should assure that the appropriate product specific knowledge and expertise is available for the development of an effective HACCP plan. Optimally, this may be accomplished by assembling a multidisciplinary team. Where such expertise is not available on site, expert advice should be obtained from other Sources. The scope of the HACCP plan should be identified. The scope should describe which segment of the food chain is involved and the general classes of hazards to be addressed (e.g. does it cover all classes of hazards or only selected classes). |
|
2. Describe product A full description of the product should be drawn up, including relevant safety information such as: composition, physical/chemical structure (including Aw, pH, etc.), packaging, durability and storage conditions and method of distribution. |
|
3. Identify intended use The intended use should be based on the expected uses of the product by the end user or consumer. In specific cases, vulnerable groups of the population, e.g. institutional feeding, may have to be considered. |
|
4. Construct flow diagram The flow diagram should be constructed by the HACCP team. The flow diagram should cover all steps in the operation. When applying HACCP to a given operation, consideration should be given to steps preceding and following the specified operation. |
|
5. On-site verification of flow diagram The HACCP team should confirm the processing operation against the flow diagram during all stages and hours of operation and amend the flow diagram where appropriate. |
|
6. List all potential hazards associated with each step, conduct a hazard analysis, and consider any measures to control identified hazards (see Principle 1) The HACCP team should list all hazards that may be reasonably expected to occur at each step from primary production, processing, manufacture, and distribution until the point of consumption. The HACCP team should next conduct a hazard analysis to identify for the HACCP plan which hazards are of such a nature that their elimination or reduction to acceptable levels is essential to the production of a safe food. In conducting the hazard analysis, wherever possible the following should be included: - the likely occurrence of hazards and severity of their adverse health effects; The HACCP team must then consider what control measures, if any, exist which can be applied for each hazard. More then one control measure may be required to control a specific hazard(s) and more than one hazard may be controlled by a specified control measure. |
|
7. Determine Critical Control Points (see Principle 2)1 1 Since the publication of the decision tree by Codex, its use has been implemented many times for training purposes. In many instances, while this tree has been useful to explain the logic and depth of understanding needed to determine CCPs, it is not specific to all food operations, e.g. slaughter, and therefore it should be used in conjunction with professional judgement, and modified in some cases. There may be more than one CCP at which control is applied to address the same hazard. The determination of a CCP in the HACCP system can be facilitated by the application of a decision tree [see Figure] which indicates a logic reasoning approach. Application of a decision tree should be flexible, given whether the operation is for production, slaughter, processing, storage, distribution or other. It should be used for guidance when determining CCPs. This example of a decision tree may not be applicable to all situations, Other approaches may be used. Training in the application of the decision tree is recommended. Example of decision tree to identify critical control points If a hazard has been identified at a step where control is necessary for safety, and no control measure exists at that step, or any other, then the product or process should be modified at that step, or at any earlier or later stage, to include a control measure. |
|
8. Establish critical limits for each CCP (see Principle 3) Optical limits must be specified and validated if possible for each Critical Control Point. In some cases more than one critical limit will be elaborated at a particular step. Criteria often used include measurements of temperature, time, moisture level, pH, Aw, available chlorine, and sensory parameters such as visual appearance and texture. |
|
9. Establish a monitoring system for each CCP (see Principle 4) Monitoring is the scheduled measurement or observation of a CCP relative to its critical limits. The monitoring procedures must be able to detect toss of control at the CCP. Further, monitoring should ideally provide this Information in time to make adjustments to ensure control of the process to prevent violating the critical limits. Where possible, process adjustments should be made when monitoring results indicate a trend towards loss of control at a CCP. The adjustments should be taken before a deviation occurs. Data derived from monitoring must be evaluated by a designated person with knowledge and authority to carryout corrective actions when indicated. If monitoring is not continuous, then the amount or frequency of monitoring must be sufficient to guarantee the CCP d in control. Most monitoring procedures for CCPs will need to be done rapidly because they relate to on-line processes and there will not be time for lengthy analytical testing. Physical and chemical measurements are often preferred to microbiological testing because they may be done rapidly and can often indicate the microbiological control of the product. All records and documents associated with monitoring CCPs must be signed by the person(s) doing the monitoring and by a responsible reviewing official(s) of the company. |
|
10. Establish corrective actions (see Principle 5) Specific corrective actions must be developed for each CCP in the HACCP system in order to deal with deviations when they occur. The actions must ensure that the CCP has been brought under control, Actions taken must also include proper disposition of the affected product. Deviation and product disposition procedures must be documented in the HACCP record keeping. |
|
11. Establish verification procedures (see Principle 6) Establish procedures for verification. Verification and auditing methods, procedures and tests, including random sampling and analysis, can be used to determine if the HACCP system is working correctly The frequency of verification should be sufficient to confirm that the HACCP system is working effectively. Examples of verification activities include: - Review of the HACCP system and its records; Where possible, validation activities should include actions to confirm the efficacy of all elements of the HACCP plan. |
|
12. Establish documentation and record keeping (see Principle 7) Efficient and accurate record keeping is essential to the application of an HACCP system. HACCP procedures should be documented. Documentation and record keeping should be appropriate to the nature and size of the operation. Documentation examples are: - Hazard analysis; Record examples are: - CCP monitoring activities; |
TRAINING
|
Training of personnel in industry, government and academia in HACCP principles and applications, and increasing awareness of consumers are essential elements for the effective implementation of HACCP. As an aid in developing specific training to support an HACCP plan, working instructions and procedures should be developed which define the tasks of the operating personnel to be stationed at each Critical Control Point. Cooperation between primary producer, industry, trade groups, consumer organizations and responsible authorities is of vital importance. Opportunities should be provided for the joint training of industry and control authorities to encourage and maintain a continuous dialogue and create a climate of understanding in the practical application of HACCP. |
The International Commission on Microbiological Specifications for Foods (ICMSF) monograph HACCP in microbiological safety and quality, which describes the type of training required for various target groups, is an example of a general approach to training. Its section on training (Chapter 8) is equally applicable for training regarding other hazards besides those of a microbiological nature.
Objective
To familiarize the trainees with the appropriate composition and knowledge required for an effective HACCP team
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
· Handout
Time frame
· 30 minutes lecture
· One hour exercise
Content
· The HACCP team
· Training requirements
· Resources
Approach
The instructor should identify three to four "HACCP teams" from among the participants to complete the exercises in the following modules.
Exercise
The instructor should have the trainees consider and identify the appropriate composition and areas of knowledge of an HACCP team and list these on flip charts or overhead transparencies.
Learning outcome
Participants should be able to identify the appropriate composition and knowledge required of an HACCP team.
THE HACCP TEAM
Prior to proceeding to HACCP team selection, it is extremely important to have full commitment to the HACCP initiative from management at all levels. Without a firm commitment, it may be difficult or impossible to implement the HACCP plan. Before the study is begun, management should inform all staff of the intention to implement HACCP. Both the company and the personnel involved in the development of the HACCP plan must be totally committed to its implementation.
The first task in the application of HACCP is to assemble a team having the knowledge and expertise to develop an HACCP plan. The team should be multidisciplinary and could include plant personnel from production/sanitation, quality assurance, laboratory, engineering and inspection. It is essential to assemble the right blend of expertise and experience, as the team will collect, collate and evaluate technical data and identify hazards and critical control points. In smaller establishments, one person may fulfil several roles or even constitute the whole team. In the latter case the use of external consultants or advice may be necessary.
The team should also include personnel who are directly involved in daily processing activities, as they are more familiar with the specific variability and limitations of the operations. Their representation will foster a sense of ownership among those who will have to implement the plan. The HACCP team may require independent outside experts to advise on identified issues or problem areas; for example, an expert in public health risks associated with the product or process may be hired. However, complete reliance on outside sources is not recommended in developing the HACCP plan, as such an approach may lack the support of the plant personnel.
Ideally the team should not be larger than six, although for some stages of the study it may be necessary to enlarge the team temporarily with personnel from other departments, e.g. marketing, research and development or purchasing and finance.
Team composition
When selecting the team, the coordinator should focus on:
· Those who will be involved in hazard identification
· Those who will be involved in determination of critical control points
· Those who will monitor critical control points
· Those who will verify operations at critical control points
· Those who will examine samples and perform verification procedures
Knowledge required
Selected personnel should have a basic understanding of:
· Technology and equipment used on the processing lines
· Practical aspects of the food operations
· The flow and technology of the process
· Applied aspects of food microbiology
· HACCP principles and techniques
Scope
One of the first tasks of the HACCP team should be to identify the scope of the HACCP plan. The team should:
· Limit the study to a specific product and process
· Define the type(s) of hazards to be included (e.g. biological, chemical, physical)
· Define the part of the food chain to be studied
Coordinator
The team must include a coordinator (chairperson) whose role is to:
· Ensure that the composition of the team meets the needs of the study
· Suggest changes to the team if necessary
· Coordinate the team's work
· Ensure that the agreed established plan is followed
· Share the work and responsibilities
· Ensure that a systematic approach is used
· Ensure that the scope of the study is met
· Chair meetings so that team members can freely express their ideas
· Represent the team before management
· Provide management with an estimate of the time, money and labour required for the study
TRAINING REQUIREMENTS
It is essential that the team members be trained on the Codex General Principles of Food Hygiene and the guidelines for the application of the HACCP system to ensure that the team will work together with a common focus and use the same approach and terminology.
RESOURCES
The number of meetings will depend on the scope of the study and the complexity of the operation. For efficiency, each meeting should have a specific objective, a planned agenda and a limited duration. Meetings should be of sufficient frequency to maintain momentum, but spaced out enough so there will be time between meetings for the gathering of any necessary information. It is advantageous to keep the study proceeding at a reasonable pace to maintain the enthusiasm of the team. A time-line should be developed and goals set for the accomplishment of team and individual assignments.
To ensure success and demonstrate commitment, it is important for senior management to allocate the necessary resources for the HACCP study. These may include:
· Time for team meetings and administration
· Costs of initial training
· Necessary documents
· Access to analytical laboratories
· Access to information sources to answer questions raised by the team (e.g. universities, public and private research authorities, government and public authorities, scientific and technical literature, databases)
Objective
To introduce the trainees to the importance and considerations of a complete product description and the identification of product ingredients and packaging materials
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)]
Time frame
· 30 minutes lecture
· Two hours exercise and review
Content
· Product description
· Identification of intended use
· Examples/Forms 1 and 2
Exercise
The instructor should have each of the "HACCP teams" formed in Module 3 select a product and describe all of the appropriate characteristics of the product/the ingredients and the packaging materials using Forms 1 and 2. Each team should then present its findings using flip charts or overhead transparencies.
Learning outcome
Trainees should be aware of the importance and considerations of a complete product description and of the identification of product ingredients and packaging materials as a basis for understanding the product and for identifying possible hazards.
PRODUCT DESCRIPTION
The HACCP team must make a complete description of each food product - including all ingredients/processing methods/packaging materials/etc. used in the formulation of the product - to assist in the identification of all possible hazards associated with the product. In brief, the product description should include the name of the product, ingredients and composition, potential to support microbial growth (water activity [Aw], pH, etc.), brief details of the process and technology used in production, appropriate packaging and intended use, including target population.
To complete this description as accurately as possible it is important that the team be familiar with the properties, destination and use of the product. It is important, for example, to take into consideration whether sensitive segments of the population may consume the product.
The HACCP team needs to have as complete an understanding of the product as possible. All details of the product's composition and processing should be known and understood. This information will be essential particularly for microbiological hazards because the product's composition needs to be assessed in relation to the ability of different pathogens to grow.
The product to which the HACCP plan applies should be described on Forms 1 and 2.1
1 All of the forms to be used for the development of the HACCP plan can be found in Annex 1.
Before arriving at the specific details of the product description to be included in the forms, the HACCP team should address the questions outlined below.
Formulation of product
· What raw materials or ingredients are used?· Are microorganisms of concern likely to be present in or on these materials, and if so what are they?
· If food additives or preservatives are used, are they used at acceptable levels, and at those levels do they accomplish their technical objective?
· Will the pH of the product prevent microbial growth or inactivate particular pathogens?
· Will the Aw of the product prevent microbial growth?
· What is the oxidation/reduction potential (Eh) of the product?
Processing and preparation checklist
· Can a contaminant reach the product during preparation, processing or storage?· Will microorganisms or toxic substances of concern be inactivated during cooking, reheating or other processing?
· Could any microorganisms or toxins of concern contaminate food after it has been heated?
· Would more severe processing be acceptable or desirable?
· Is the processing based on scientific data?
· How does the package or container affect survival and/or growth of microorganisms?
· How much time is taken for each step of processing, preparation, storage and display?
· What are the conditions of distribution?
Form 1 - Product description
See example.
1. Product name (common name) or group of product names (the grouping of like products is acceptable as long as all hazards are addressed)2. Important end-product characteristics: properties or characteristics of the food under review that are required to ensure its safety (e.g. Aw, pH/preservatives)
3. How the product is to be used (i.e. ready-to-eat/further processing required, heated prior to consumption)
4. Type of package, including packaging material and packaging conditions (e.g. modified atmosphere)
5. Shelf-life, including storage temperature and humidity if applicable
6. Where the product will be sold (e.g. retail, institutions, further processing)
7. Labelling instructions (e.g. handling and usage instructions)
8. Special distribution control (e.g. shipping conditions)
Form 2 - Product ingredients and incoming material
See example.
List the product ingredients and incoming materials (including raw materials, product ingredients, processing aids, packaging materials) that are used during the manufacturing process. This exhaustive listing is required for proper identification of all potential hazards that could apply.
IDENTIFICATION OF INTENDED USE
The intended use of the product refers to its normal use by end-users or consumers. The HACCP team must specify where the product will be sold, as well as the target group, especially if it happens to be a sensitive portion of the population (i.e. elderly, immune-suppressed, pregnant women and infants). The intended use of the product should be described in Form 1.
Example
FORM 1
PRODUCT DESCRIPTION
|
1. Product name(s) |
Canned mushroom |
|
2. Important product characteristics of end product (e.g. Aw, pH, etc.) |
pH 4.8 to 6.5 (low acid) |
|
3. How the product is to be used |
Normally heated before serving (casseroles, garnishes, etc.) or sometimes served unheated (salads, appetizers, etc.) |
|
4. Packaging |
Hermetically sealed metal container |
|
5. Shelf-life |
Two years plus, at normal retail shelf temperatures |
|
6. Where the product will be sold |
Retail, institutions and food service. Could be consumed by high-risk groups (infirm, immunocompromised, elderly) |
|
7. Labelling instructions |
None required to ensure product safety |
|
8. Special distribution control |
No physical damage, excess humidity or temperature extremes |
DATE: ___________________ APPROVED BY: ____________________
Example
FORM 2
PRODUCT INGREDIENTS AND INCOMING MATERIAL
PRODUCT NAME(S): Canned mushroom
|
RAW MATERIAL |
PACKAGING MATERIAL |
DRY INGREDIENTS |
|
Mushrooms |
Cans |
Salt |
|
OTHER |
|
|
|
Water (municipal) |
|
|
|
|
|
|
|
|
|
|
DATE:___________________ APPROVED BY:_________________
Objective
To introduce trainees to the construction of an accurate and complete flow diagram and plant schematic and to its importance in understanding the specific processing operation and in identifying potential hazards associated with the flow of raw materials from the point at which they enter the plant, through processing to departure
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)]
Time frame
· 45 minutes lecture
· Two hours exercise and report
Content
· Flow diagram
· Plant schematic
· On-site confirmation of flow diagram and plant schematic
· Examples, Forms 3 and 4
Exercise
The instructor should have each of the "HACCP teams" select a specific product with which the trainees are familiar and prepare a theoretical flow diagram for the product using Form 3. Each team should select a different product, and where possible the different products should represent different sectors of the food industry in the country or region of training.
Learning outcome
Trainees should understand the importance of the construction of an accurate and complete flow diagram and plant schematic in understanding the specific processing operation and in identifying potential hazards associated with the flow of raw materials from the point at which they enter the plant, through processing to departure. The trainees should be able to construct a complete flow diagram and plant schematic.
FLOW DIAGRAM (Task 4)
It is easier to identify routes of potential contamination, to suggest methods of control and to discuss these among the HACCP team if there is a flow diagram. The review of the flow of raw materials from the point at which they enter the plant, through processing to departure is the feature that makes HACCP a specific and important tool for the identification and control of potential hazards.
A process flow diagram must be constructed, using Form 3, following interviews, observation of operations and other sources of information such as blueprints. The process flow diagram will identify the important process steps (from receiving to final shipping) used in the production of the specific product being assessed. There should be enough detail to be useful in hazard identification, but not so much as to overburden the plan with less important points.
The example of Form 3 given at the end of the module shows a summary flow diagram. This example is an indication of the process only and should not be taken as an attempt to give the complete detail required. Remember to include all inputs such as water, steam and other process aids.
Each process step should be considered in detail and the information expanded to include all relevant process data. Data may include but is not restricted to:
· All ingredients and packaging used (biological, chemical, physical data)· Sequence of all process operations (including raw material addition)
· Time/temperature history of all raw materials and intermediate and final products, including the potential for delay
· Flow conditions for liquids and solids
· Product recycle/rework loops
· Equipment design features
PLANT SCHEMATIC
A plant schematic must be developed, using Form 4, to show product flow and employee traffic patterns within the plant for the specific product. The diagram should include the flow of all ingredients and packaging materials from the moment they are received at the plant, through storage, preparation, processing, packaging, finished product holding and shipping. The personnel flow should indicate employee movement through the plant, including changing rooms, washrooms and lunchrooms. The location of hand-washing facilities and footpaths (if applicable) should also be noted.
This plan should aid in the identification of any areas of potential cross-contamination within the establishment.
The plant schematic/floor and equipment layout should be considered in detail and assessed. Data may include but is not restricted to:
· Personnel routes
· Routes of potential cross-contamination
· Area segregation
· Flow of ingredients and packaging materials
· Location of changing rooms, washrooms, lunchrooms and hand-washing stations
ON-SITE CONFIRMATION OF FLOW DIAGRAM AND PLANT SCHEMATIC (Task 5)
Once the process flow diagram and plant schematic have been drafted, they must be confirmed by an on-site inspection for accuracy and completeness. This will ensure that all the major process operations have been identified. It will also confirm the assumptions made with respect to the movement of product and employees on the premises.
The draft flow diagram should be compared with the operation it represents on site. The process should be reviewed at various times throughout the hours of operation to verify that the flow diagram is valid throughout all operational periods. All members of the HACCP team should be involved in the flow diagram confirmation. Adjustments should be made to the flow diagram, as necessary based on the actual operations observed.
Example
FORM 3
FLOW DIAGRAM
PRODUCT NAME(S): Canned mushroom
|
MUSHROOM (Raw) |
EMPTY CANS/ENDS |
DRY INGREDIENTS |
WATER (municipal) |
|
1. Receiving |
2. Receiving |
3. Receiving |
4. Intaking |
|
5. Storing |
6. Storing |
7. Storing |
|
|
8. Dumping/Washing |
9. Inspecting/Depalletizing |
10. Dumping |
|
|
11. Blanching |
12. Conveying |
13. Mixing |
|
|
14. Conveying/Inspecting |
15. Washing |
|
|
|
16. Slicing/Dicing |
17. Brine injecting |
|
|
|
18. Foreign object removing |
19. Filling |
|
|
|
|
20. Weighing |
|
|
|
|
21. Water filling |
|
|
|
|
22. Head-spacing |
|
|
|
|
23. End feeding/Closing/ Inspecting |
|
24. Chlorinating |
|
|
25. Thermal processing |
|
|
|
|
26. Cooling |
|
|
|
|
27. Conveying/Drying |
|
|
|
|
28. Labelling/Storing |
|
|
|
|
29. Shipping |
|
|
DATE: _________________ APPROVED BY: ___________________
Example
FORM 4
PLANT SCHEMATIC/FLOOR PLAN
PRODUCT NAME(S): Canned mushroom
|
The diagram should show the product flow and employee traffic patterns in each individual plant to identify and eliminate cross-contamination potentials |
DATE:_________________ APPROVED BY:__________________
Objective
To provide the trainees with the necessary knowledge and abilities to identify all potential hazards in a process and to consider the appropriate control measures
Suggested methods of instruction
· Lecture
· Exercises
Aids
· Overhead transparencies/slides
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)]
Time frame
· One hour lecture
· 30 minutes Exercise 1
· Two hours Exercise 2
Content
· Hazard analysis
· Potential hazards
· Sources of information for hazard analysis
· How to conduct a hazard analysis
· Control measures
· Hazard assessment
· Examples, Forms 2,3 and 5 to 7
Exercises
· The instructor should lead a brainstorming session to prepare a list of potential biological, chemical and physical hazards. Flip charts or overhead transparencies should be prepared showing all biological, chemical and physical hazards identified.· The instructor should have each "HACCP team" identify the potential hazards associated with all aspects of their selected products and their manufacture. The teams should then present their results on Forms 5, 6 and 7 using flip charts or overhead transparencies.
Learning outcome
The trainees should have the necessary knowledge and abilities to identify all potential hazards in a process and to consider the appropriate control measures.
HAZARD ANALYSIS
Hazard analysis is the first HACCP principle. As the name HACCP implies, hazard analysis is one of the most important tasks. An inaccurate hazard analysis would inevitably lead to the development of an inadequate HACCP plan. Hazard analysis requires technical expertise and scientific background in various domains for proper identification of all potential hazards. Knowledge of food science and HACCP is necessary for the performance of a satisfactory hazard analysis.
The Codex Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)] defines a hazard as "A biological, chemical or physical agent in, or condition of, food with the potential to cause an adverse health effect". The hazard analysis is necessary to identify for the HACCP plan which hazards are of such a nature that their elimination or reduction to acceptable levels is essential to the production of a safe food.
Hazards will vary among firms making the same products because of differences in:
· Sources of ingredients
· Formulations
· Processing equipment
· Processing and preparation methods
· Duration of processes
· Storage conditions
· The experience, knowledge and attitudes of personnel
Therefore hazard analysis must be done on all existing and new products. Changes in raw materials, product formulations, processing or preparation procedures, packaging, distribution and/or use of the product will require review of the original hazard analysis.
The first step in the development of an HACCP plan for a food operation is the identification of all potential hazards associated with the product at all stages from raw materials to consumption. All biological, chemical and physical hazards should be considered.
POTENTIAL HAZARDS
Examples of potential biological, chemical and physical hazards are given in the accompanying boxes. These lists can be used for assistance in the identification of potential hazards.
Biological hazards
Foodborne biological hazards include microbiological organisms such as bacteria, viruses, fungi and parasites. These organisms are commonly associated with humans and with raw products entering the food establishment. Many of-these microorganisms occur naturally in the environment where foods are grown. Most are killed or inactivated by cooking, and numbers can be minimized by adequate control of handling and storage practices (hygiene, temperature and time).
|
EXAMPLES OF BIOLOGICAL HAZARDS Bacteria (spore-forming) Clostridium botulinum Bacteria (non-spore-forming) Brucella abortis Viruses Hepatitis A and E Protozoa and parasites Cryptosporidium parvum |
The majority of reported foodborne disease outbreaks and cases are caused by pathogenic bacteria. A certain level of these microorganisms can be expected with some raw foods. Improper storage or handling of these foods can contribute to a significant increase in the level of these microorganisms. Cooked foods often provide fertile media for rapid growth of microorganisms if they are not properly handled and stored.
Viruses can be foodborne/water-borne or transmitted to food by human, animal or other contact. Unlike bacteria, viruses are unable to reproduce outside a living cell. They cannot therefore replicate in food, and can only be carried by it.
Parasites are most often animal host-specific and can include humans in their life cycles. Parasitic infections are commonly associated with undercooked meat products or contaminated ready-to-eat food. Parasites in products that are intended to be eaten raw, marinated or partially cooked can be killed by effective freezing techniques.
Fungi include moulds and yeasts. Fungi can be beneficial, as they can be used in the production of certain foods (e.g. cheese). However, some fungi produce toxic substances (mycotoxins) which are toxic for humans and animals.
Chemical hazards
Chemical contaminants in food may be naturally occurring or may be added during the processing of food. Harmful chemicals at high levels have been associated with acute cases of foodborne illnesses and can be responsible for chronic illness at lower levels.
|
EXAMPLES OF CHEMICAL HAZARDS Naturally occurring chemicals Allergens Added chemicals Polychlorinated biphenyls (PCBs) From packaging materials Plasticizers |
Physical hazards
Illness and injury can result from hard foreign objects in food. These physical hazards can result from contamination and/or poor practices at many points in the food chain from harvest to consumer, including those within the food establishment.
SOURCES OF INFORMATION FOR HAZARD ANALYSIS
The information required concerning potential hazards associated with a specific food can be obtained from a variety of sources including the following.
Reference texts
Depending on the experience and knowledge of the team, review of texts on HACCP, food microbiology, food processing and plant sanitation may be useful. Such texts include:
· Procedures to implement the HACCP system. International Association of Milk, Food and Environmental Sanitarians (IAMFES), 1991. Ames, Iowa, USA· HACCP in microbiological safety and quality. International Commission on Microbiological Specifications for Foods (ICMSF), 1989. Boston, Massachusetts, USA, Blackwell Scientific Publications
· An evaluation of the role of microbiological criteria for foods and food ingredients. National Research Council (NRC) Committee on Food Protection, 1985. Washington, DC, USA, National Academy Press
· Microorganisms in foods 1 - Their significance and methods of enumeration. ICMSF/1978. Toronto, Ontario, Canada, University of Toronto Press
· Microorganisms in foods 2 - Sampling for microbiological analysis: principles and specific applications. ICMSF, 1986. Toronto, Ontario, Canada, University of Toronto Press (second edition)
· Microbial ecology of foods. Volume 1, Factors affecting life and death of microorganisms; Volume 2, Food commodities. ICMSF, 1980. Orlando, Florida, USA/Academic Press
EXAMPLES OF PHYSICAL HAZARDS
|
Material |
Injury potential |
Sources |
|
Glass |
Cuts, bleeding; may require surgery to find or remove |
Bottles, jars, light fixtures, utensils, gauge covers, etc. |
|
Wood |
Cuts, infection, choking; may require surgery to remove |
Field sources, pallets, boxes, building materials |
|
Stones |
Choking, broken teeth |
Fields, buildings |
|
Metal |
Cuts, infection; may require surgery to remove |
Machinery, fields, wire, employees |
|
Insulation |
Choking; long-term if asbestos |
Building materials |
|
Bone |
Choking |
Improper processing |
|
Plastic |
Choking, cuts, infection; may require surgery to remove |
Packaging, pallets, equipment |
|
Personal effects |
Choking, cuts, broken teeth; may require surgery to remove |
Employees |
Texts with more specific information on particular food products and food processes are of course available, depending on the product being considered. However, the best places to obtain access to these texts would be universities and research institutions.
Company complaints file
This file should be thoroughly examined. The causes of complaints should be reviewed to assist in hazard identification.
Scientific research and review papers
These papers can be a good source of specific and up-to-date information. They are published in the many food journals from around the world. University librarians can help search their library indexes as well as international data network systems for pertinent information on specific food products, ingredients, processes and packages. Abstracts can be reviewed and the papers obtained, if appropriate.
Epidemiological data on foodborne illness or disease
Where available, the HACCP team should review epidemiological data on foodborne illness or disease in the country or region of concern.
The World Wide Web - homepages on Internet
Use of the Internet may provide additional information related to hazards in foods useful to the analysis.
HOW TO CONDUCT A HAZARD ANALYSIS
After listing all the hazards (biological, chemical or physical) that may be reasonably expected at each step from primary production, processing, manufacturing and distribution until the point of consumption, the HACCP team should assess the potential significance or risk of each hazard by considering its likelihood of occurrence and severity. The estimate of the risk of a hazard occurring is based upon a combination of experience, epidemiological data and information in the technical literature. Severity is the degree of seriousness of the consequences of a hazard if the hazard is not controlled. There may be differences of opinion even among experts as to the risk of a hazard.
Hazards addressed under the HACCP system must be of such a nature that their prevention, elimination or reduction to acceptable levels is essential to the production of safe foods. Hazards of a low probability of occurrence and a low severity should not be addressed under the HACCP system but may be addressed through the good manufacturing practices (GMPs) contained in the Codex General Principles of Food Hygiene.
A hazard analysis must be conducted for each existing product or process type and for each new product. In addition, the hazard analysis done for a product or process type must be reviewed if any changes are made in raw material, product formulation, preparation, processing, packaging, distribution or intended use of the product.
For simplicity, the hazard analysis procedure has been broken down into the five following activities. Applying them in a logical sequential manner will help to avoid any omissions. Once these five activities have been completed, the HACCP team will have an extensive list of realistic potential hazards on Forms 5 (biological hazards), 6 (chemical hazards) and 7 (physical hazards).
1. Review incoming material
In order to complete this activity, use the product description form (Form 1) and the list of product ingredients and incoming material (Form 2).
Review the information on the product description form (Form 1) and determine how it could influence your interpretation during the analysis of the process. For example, a ready-to-eat product must not contain pathogens in amounts that may harm the consumer. On the other hand, if the end-product is not a ready-to-eat product, some microorganisms may be acceptable in the end-product if a further operation (e.g. cooking at home) will eliminate or reduce them to an acceptable level.
For each incoming material (ingredient or packaging material), write B, C or P directly on Form 2 (see example) to indicate the potential of a biological, chemical or physical hazard, using the sources of information described above. Each time a hazard is identified on Form 2, fully describe the hazard on Form 5 if it is a biological hazard, on Form 6 if it is a chemical hazard and on Form 7 if it is a physical hazard (see examples). Be specific when describing the hazards. For example, instead of writing "bacteria in incoming ingredient", write "C. botulinum in incoming mushroom".
To facilitate the identification of potential hazards, answer the following questions for each incoming material:
· Could pathogenic microorganisms, toxins, chemicals or physical objects possibly be present on/in this material?· Are any returned or reworked products used as ingredients? If yes, is there a hazard linked to that practice?
· Are preservatives or additives used in the formulation to kill microorganisms or inhibit their growth or to extend shelf-life?
· Are any ingredients hazardous if used in excessive amounts? (for example, nitrites could be a chemical hazard if used excessively)
· Could any ingredients, if used in amounts lower than recommended or if omitted altogether, result in a hazard because of microbial vegetative or sporulated cell outgrowth?
· Does the amount and type of acid ingredients and the resulting pH of the final product affect growth or survival of microorganisms?
· Do the moisture content and the water activity (Aw) of the final product affect microbial growth? Do they affect the survival of pathogens (parasites, bacteria, fungi)?
· Should adequate refrigeration be maintained for products during transit or in holding?
2. Evaluate processing operations for hazards
The objective of this activity is to identify all realistic potential hazards related to each processing operation, the product flow and the employee traffic pattern. This can be accomplished by reviewing the process flow diagram (Form 3) and the plant schematic (Form 4) and modifying them as follows.
· Assign a number to each processing step on the process flow diagram (Form 3) horizontally from receiving to shipping (see example)· Examine each step on the process flow diagram and determine if a hazard (biological, chemical or physical) exists for that operation
· Write B for biological, C for chemical and P for physical beside each operation where such a hazard has been identified (see example)
· Review the plant schematic and employee traffic pattern on Form 4 in the same manner
The hazards identified on Forms 3 and 4 should be fully described on the hazard analysis forms (Forms 5,6 and 7). The hazards should be related to the process. For example, if a biological hazard is identified at storing, a letter B is placed close to the storing operation on the process flow diagram (Form 3). Then "Improper storage temperature and humidity could result in increase of bacterial load" should be written on the biological hazards form (Form 5).
To help in determining if a hazard exists, the following questions should be answered for each processing step:
· Could contaminants reach the product during this processing operation? (consider personnel hygiene, contaminated equipment or material, cross-contamination from raw materials, leaking valves or plates, dead ends [niches], splashing, etc.)· Could any microorganisms of concern multiply during this processing operation to the point where they constitute a hazard? (consider temperature, time)
3. Observe actual operating practices
The HACCP team must be very familiar with every detail of the operation under investigation. Any identified hazard must be recorded on the appropriate forms. The HACCP team shall:
· Observe the operation long enough to be confident that it comprises the usual process or practices· Observe the employees (e.g. could raw or contaminated product cross-contaminate workers' hands, gloves or equipment used for finished or post-process product?)
· Observe hygienic practices and note the hazards
· Analyse if there is a kill step (process which destroys all microorganisms) during the process (if so, attention should be focused on potential cross-contamination after this processing operation)
4. Take measurements
It may be necessary to take measurements of important processing parameters to confirm actual operating conditions. Before measuring, make sure all devices are accurate and correctly calibrated.
The following are examples of some of the measurements that may be done, depending on the product or process type:
· Measure product temperatures, considering heat processing and cooling or chilling operations: take measurements at the coldest point of the product when heat processing is evaluated and at the warmest point of the product when cooling or chilling is evaluated (frequently at the centre of the largest piece)· Measure time/temperature for cooking, pasteurizing, canning cooling (rates), storing, thawing, reconstituting, etc.
· Measure the dimension of the containers used to hold foods being cooled and the depth of the food mass
· Measure pressure, headspace, venting procedure, adequacy of container closure, initial temperatures and any other factors critical to the successful delivery of a scheduled process
· Measure the pH of the product during processing and also of the finished product, measuring pH at room temperature whenever possible
· Measure Aw of the product, running duplicate samples whenever possible (because of variations) and remembering to make corrections for ambient temperatures, as necessary
Sample collections, inoculated-pack studies and microbial challenge studies could be necessary when information on hazards is not otherwise available, for new products or for assessing expected shelf-life.
5. Analyse the measurements
A qualified individual (with proper scientific background) must analyse the measurements to interpret correctly the data collected. During the review and interpretation of the data, identified hazards are fully described on Forms 5,6 and 7.
For example:
· Plot time/temperature measurements using a computer or on graph paper· Interpret controlled data versus optimal growth temperatures of microorganisms and temperature ranges at which they can multiply
· Estimate and evaluate probable cooling rates; interpret cooling rates and compare the measured temperatures with temperature ranges within which bacteria of concern multiply rapidly versus temperature at which growth begins, slows and ceases (see reference material); determine whether covers are used on containers to cool down foods (which may delay cooling but may also prevent contamination); if containers are stacked against each other in a manner affecting cooling or heating time/evaluate the impact
· Compare Aw and pH values to ranges at which pathogens multiply or are eliminated
· Evaluate the shelf stability of the product
CONTROL MEASURES
After the hazard analysis is completed, the team must then consider what control measures, if any, exist which can be applied for the control of each hazard. Control measures are any actions and activities that can be used to prevent or eliminate a food safety hazard or reduce it to an acceptable level. More than one measure may be required to control a specific hazard and more than one hazard may be controlled by a specified measure.
Risk analysis methods can help to determine the level of control that should be implemented to control a hazard.
Controlling biological hazards
Biological hazards can be controlled by limiting, removing or altering the growth kinetics microorganisms need to survive, grow and reproduce. They can be destroyed, eliminated or controlled by thermal processing (heating or cooking), freezing or drying.
Food growers or processors should have three objectives for their HACCP programmes with regard to biological hazards:
· To eliminate or significantly reduce the hazard
· To prevent or minimize microbial growth and toxin production
· To control contamination
The following are examples of control measures for biological hazards. For bacteria, control measures include:
· Temperature/time control (proper control of refrigeration and storage time, for example, minimizes the proliferation of microorganisms)· Heating and cooking (thermal processing) for an adequate time and at an adequate temperature to eliminate microorganisms or reduce them to acceptable levels
· Cooling and freezing
· Fermentation and/or pH control (for example, lactic acid-producing bacteria in yoghurt inhibit the growth of other microorganisms that do not tolerate the acidic conditions and competition)
· Addition of salt or other preservatives, which at acceptable levels may inhibit growth of microorganisms
· Drying, which may use enough heat to kill microorganisms or may remove enough water from the food to prevent certain microorganisms from growing even when drying is conducted at lower temperatures
· Packaging conditions (vacuum packaging, for example, can be used to inhibit microorganisms that require air to grow)
· Source control, i.e. control of the presence and level of microorganisms by obtaining ingredients from suppliers who can demonstrate adequate controls over the ingredients (e.g. suppliers that follow an HACCP programme)
· Cleaning and sanitizing, which can eliminate or reduce the levels of microbiological contamination
· Personal and hygienic practices, which can reduce the levels of microbiological contamination
For viruses, control measures include:
· Thermal processing - heating or cooking methods such as steaming, frying or baking - which may destroy many but not all viruses (the type of virus determines the appropriate controls)· Personal hygienic practices, including the exclusion of workers affected by certain viral diseases, e.g. hepatitis
For parasites (worms and protozoa), control measures include:
· Dietary control (infection from Trichinella spiralis in pork, for example, has decreased as a result of better control of the pigs' diet and environment) - a method not always practical, however, for all species of animals used for food (the diet and environment of wild fish, for example, cannot be controlled)· Heating, drying or freezing
· Salting or brining
· Visual examination, which can be used in some foods to detect parasites (e.g. a procedure called "candling" can be used for certain fish)
· Good personal hygiene practices by food handlers, proper disposal of human faeces and proper sewage treatment
Controlling chemical hazards
The following are examples of control measures for chemical hazards:
· Source control, i.e. specifications for raw materials and ingredients and vendor certification that harmful chemicals or levels are not present· Processing control, i.e. formulation control and the proper use and control of food additives and their levels
· Proper segregation of non-food chemicals during storage and handling
· Control of incidental contamination from chemicals (e.g. greases, lubricants, water and steam treatment chemicals, paints)
· Labelling control, i.e. ascertaining that the finished product is accurately labelled with ingredients and known allergens
Controlling physical hazards
The following are examples of control measures for physical hazards:
· Source control, i.e. specifications for raw materials and ingredients and vendor certification that unacceptable physical hazards or levels are not present· Processing control, e.g. use of magnets, metal detectors, sifter screens, de-stoners, clarifiers, air tumblers
· Environmental control, i.e. ensuring that good manufacturing practices are followed and that no physical contamination occurs to the food through the building, facilities, work surfaces or equipment
HAZARD ASSESSMENT
The information gathered from the hazard analysis can be used to determine:
· The severity of the hazard(s)
· Risks associated with hazards identified at various stages of the operation
· The points, steps or procedures at which control can be applied and a food safety hazard can be prevented, eliminated or reduced to an acceptable level, i.e. critical control points (CCPs)
Severity
Severity is the magnitude of a hazard or the degree of consequences that can result when a hazard exists. Disease-causing hazards can be categorized according to their severity. One system uses the categories of:
· High (life-threatening) - examples include illnesses caused by Clostridium botulinum, Salmonella typhi, Listeria monocytogenes, Escherichia coli 0157:H7, Vibrio cholerae, Vibrio vulnificus, paralytic shellfish poisoning, amnesic shellfish poisoning· Moderate (severe or chronic) - examples include illnesses caused by Brucella spp., Campylobacter spp.. Salmonella spp., Shigella spp.. Streptococcus type A, Yersinia entercolitica, hepatitis A virus, mycotoxins, ciquatera toxin
· Low (moderate or mild) - examples include illnesses caused by Bacillus spp., Clostridium perfringens, Staphylococcus aureus, Norwalk virus, most parasites, histamine-like substances and most heavy metals that cause mild acute illnesses
Risk of hazard
Risk is a function of the probability of an adverse effect and the magnitude of that effect, consequential to a hazard(s) in food. Degrees of risk can be categorized as high (H), moderate (M), low (L) and negligible (N).
Identification of points, steps and procedures
The above data can then be used to ascertain the appropriate locations to establish critical control points, the degree of monitoring required and any changes in the process or ingredients that would reduce the magnitude of the hazards that exist.
The Figure illustrates one method of assessing the significance of the hazard. By taking into account the probability of occurrence (inverse to the degree of control) and the severity of consequences, the significance of the hazard can be differentiated as satisfactory (Sa), minor (Mi), major (Ma) or critical (Cr).
Two-dimensional health risk assessment model
Note: Likelihood of occurrence is inversely proportional; to the degree of control.
Example
FORM 2
PRODUCT INGREDIENTS AND INCOMING MATERIAL
PRODUCT NAME(S): Canned mushroom
|
RAW MATERIAL |
PACKAGING MATERIAL |
DRY INGREDIENTS |
|
Mushrooms |
Cans |
Salt |
|
OTHER |
|
|
|
Water (municipal) |
|
|
DATE:___________________ APPROVED BY:_________________
Example
FORM 3
FLOW DIAGRAM
PRODUCT NAME(S): Canned mushroom
|
MUSHROOM (Raw) |
EMPTY CANS/ENDS |
DRY INGREDIENTS |
WATER (municipal) |
|
1. Receiving P |
2. Receiving P |
3. Receiving P |
4. Intaking |
|
5. Storing BP |
6. Storing BCP |
7. Storing BCP |
|
|
8. Dumping/Washing |
9. Inspecting/Depalletizing BP |
10. Dumping |
|
|
11. Blanching BC |
12. Conveying BP |
13. Mixing |
|
|
14. Conveying/Inspecting CP |
15. Washing |
|
|
|
16. Slicing/Dicing CP |
17. Brine injecting |
|
|
|
18. Foreign object removing |
19. Filling CP |
|
|
|
|
20. Weighing B |
|
|
|
|
21. Water filling B |
|
|
|
|
22. Head-spacing B |
|
|
|
|
23. End feeding/Closing/ Inspecting BC |
|
24. Chlorinating |
|
|
25. Thermal processing B |
|
|
|
|
26. Cooling B |
|
|
|
|
2 7. Conveying/Drying B |
|
|
|
|
28. Labelling/Storing B |
|
|
|
|
29. Shipping B |
|
|
DATE: _________________ APPROVED BY: ___________________
Example
FORM 5
HAZARD IDENTIFICATION: BIOLOGICAL HAZARDS
PRODUCT NAME(S): Canned mushroom
List all biological hazards related to ingredients, incoming material, processing, product flow, etc.
|
Identified biological hazards |
Controlled at |
|
INGREDIENTS/MATERIALS |
|
|
Mushrooms |
|
|
Dry ingredients |
|
|
Water |
|
|
Empty cans/ends |
|
|
PROCESS STEPS |
|
|
5. Refrigerated mushroom storing |
|
|
6. Can/end storing |
|
|
7. Dry ingredient storing |
|
|
9. Can depalletizing/inspection |
|
|
11. Mushroom blanching |
|
|
12. Can conveying |
|
|
20. Weighing |
|
|
21. Water filling |
|
|
22. Headspacing |
|
|
23. End feeding/closing/inspecting |
|
|
25. Thermal processing |
|
|
26. Cooling |
|
|
27. Conveying/drying |
|
|
28. Labelling/storing |
|
|
29. Shipping |
|
DATE: ________________ APPROVED BY: __________________
Example
FORM 6
HAZARD IDENTIFICATION: CHEMICAL HAZARDS
PRODUCT NAME(S): Canned mushroom
List all chemical hazards related to ingredients, incoming material, processing, product flow, etc.
|
Identified chemical hazards |
Controlled at |
|
INGREDIENTS/MATERIALS |
|
|
Mushrooms |
|
|
Water |
|
|
Empty cans/ends |
|
|
PROCESS STEPS |
|
|
6. Can/end storing |
|
|
7. Dry ingredient storing |
|
|
11. Mushroom blanching |
|
|
14, 16, 19, 23. Mushroom conveying, mushroom slicing/dicing, filling, end feeding/closing |
|
DATE:_______________ APPROVED BY:_________________
Example
FORM 7
HAZARD IDENTIFICATION: PHYSICAL HAZARDS
PRODUCT NAME(S): Canned mushroom
List all physical hazards related to ingredients, incoming material, processing, product flow, etc.
|
Identified physical hazards |
Controlled at |
|
INGREDIENTS/MATERIALS |
|
|
Mushrooms |
|
|
Empty cans |
|
|
Dry ingredients |
|
|
INGREDIENTS/MATERIALS |
|
|
1. Mushroom receiving |
|
|
2. Can/end receiving |
|
|
3. Dry ingredient receiving |
|
|
5. Mushroom storing |
|
|
6. Can/end storing |
|
|
7. Dry ingredient storing |
|
|
9. Can inspection/depalletizing |
|
|
12. Can conveying |
|
|
14. Mushroom convening/inspection |
|
|
16. Mushrooms slicing/dicing |
|
|
18. Foreign object removal |
|
|
19. Filling |
|
DATE:_______________ APPROVED BY:_________________
Objective
To provide the trainees with the necessary knowledge and abilities to determine critical control points in the HACCP system
Suggested methods of instruction
· Lecture
· Exercises
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev 3 (1997)]
Time frame
· One hour lecture
· 90 minutes exercise
· 60 minutes reports on exercise
Content
· Critical control points
· Review of identified hazards
· Identification of CCPs
· Parameters attached to CCPs
· Examples, Forms 5 to 9
Exercise
The instructor should have each "HACCP team" complete Form 8 and identify the critical control points in their selected operation. Each team will then present a report using overhead transparencies of the completed Form 8, explaining the team's rationale for answering the associated questions and the determination of CCPs.
Learning outcome
The trainees should have the necessary knowledge and abilities to determine critical control points, which should be demonstrated during their reports on the exercise of using the Codex decision tree to determine critical control points for their selected operations.
CRITICAL CONTROL POINTS
The determination of critical control points (Task 7) is the second principle of HACCP. The Codex guidelines define a critical control point (CCP) as "a step at which control can be applied and is essential to prevent or eliminate a food safety hazard or reduce it to an acceptable level".
If a hazard has been identified at a step where control is necessary for safety/and if no control measure exists at that step or at any other, then the product or process should be modified at that step, or at an earlier or later stage, to include a control measure.
The determination of a CCP in the HACCP system can be facilitated by the application of a decision tree such as that included in the Codex Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application (see Figure) which indicates a logical reasoning approach. The application of the decision tree should be flexible according to the type of operation (production, slaughter, processing, storage, distribution or other). The decision tree proposed by Codex may not be applicable to all situations. Other approaches based on risk analysis may be used (see Annex 2).
REVIEW OF IDENTIFIED HAZARDS
Prior to determining CCPs, Forms 5, 6 and 7 should be reviewed to verify if any of the identified hazards are fully controlled by the application of the Codex General Principles of Food Hygiene, good manufacturing practices (GMPs) or good hygienic practices (GHPs). Furthermore, an on-site verification must be carried out by the HACCP team to verify if those hazards are in fact controlled by the application of GMP/GHP measures. If these hazards are controlled. Forms 5, 6 and 7 should be filled in accordingly.
Hazards that are not fully controlled by GMPs should be analysed to determine whether they are CCPs or not.
The decision tree consists of a systematic series of four questions designed to assess objectively whether a CCP is required to control the identified hazard at a specific operation of the process.
Form 8 was developed from the decision tree and records all the appropriate information. This form will serve as a reference document as it is the only document in which all the ingredients and all the process operations are recorded together with the identified hazards. The form can be used for reference in re-evaluating why a certain process operation was or was not designated as a CCP.
Question 1: Do control measure(s) exist?
Question 1 should be interpreted as asking whether or not the operator could use a control measure at this operation or anywhere else in the food establishment to control the identified hazard. Control measures could include, for example, temperature control, visual examination or use of a metal detector.
If the response to Question 1 is "yes", in the Question 1 column on Form 8 clearly describe the control measure(s) that the operator could use and proceed to Question 2 in the decision tree.
If the response is "no", i.e. a control measure does not exist, indicate how the identified hazard will be controlled before or after the manufacturing process (outside the control of the operator). For example, salmonella in raw poultry is controlled by the end-user. Alternatively, modify the operation, process or product so that a control measure exists, and then proceed to the next identified hazard in the process.
Example of decision tree to identify critical control points
Question 2: Is the step specifically designed to eliminate or reduce the likely occurrence of the identified hazard to an acceptable level?
Examples of procedures or operations in a food process that are designed specifically to identified hazard include:
· The retorting operation in a canning plant
· Pasteurization
· Chlorination of cooling water
· The addition of a metal detector to a process line
· A particular sanitation procedure performed by the operator to clean contact surfaces without which the line would be stopped and the product would be contaminated
Acceptable and unacceptable levels need to be defined within the overall objectives in identifying the CCPs of the HACCP plan.
If the process or operation is specifically designed to eliminate or reduce the likely occurrence of the hazard to an acceptable level, answer "yes" under Question 2 on Form 8; such a step automatically becomes a CCP and it should be identified as such in the last column of Form 8.
If the step is not specifically designed, answer "no" and proceed to the next question. Note that Question 2 applies to processing operations only. For incoming materials as delivered, write "no" and proceed to Question 3.
Question 3: Could contamination with the identified hazard occur in excess of acceptable levels or increase to unacceptable levels?
In other words, is it likely that the hazard could have an impact on the safety of the product? Question 3 refers to both probability (likelihood) and seriousness. The response is a judgement call involving risk assessment which must be based on all of the information that has been gathered. When answering "yes" or "no", it may be useful to explain in the Question 3 column the basis of the response, for future reference. This would be especially useful in dealing with some hazards that may be controversial.
If searches in the company's complaint files or scientific literature suggest that contamination with the identified hazard may increase to an unacceptable level and result in an unacceptable health hazard, answer "yes" and proceed to the next question in the decision tree.
If the contamination is not known to represent a substantial threat to human health or is not likely to occur, answer "no" (not a CCP) and proceed to the next identified hazard in the process.
Question 4: Will a subsequent step eliminate the identified hazard or reduce likely occurrence to an acceptable level?
This question is designed to identify those hazards that are known to represent a human health threat or that could increase to an unacceptable level, and that will be controlled by a subsequent process operation.
If no subsequent operation is scheduled in the process to control this identified hazard, answer "no". This particular process step becomes a CCP and should be identified as such in the last column of Form 8.
If there is a subsequent operation or operations later in the process that will eliminate the identified hazard or reduce it to an acceptable level, answer "yes". This step is not a CCP. However, you will need to identify the subsequent step(s) that control(s) the hazard, thus proceeding to the next identified hazard.
IDENTIFICATION OF CCPs
The last column in Form 8 is where CCPs are identified. CCPs should be identified numerically with a category qualifier B, P or C for biological, physical or chemical. For example, if the first CCP identified will control a biological hazard, it is recorded as CCP-1 (B). If the second CCP identified will control a chemical hazard, it is recorded as CCP-2 (C). If the fifth CCP will control both a biological and a chemical hazard at the same processing operation, it is recorded as CCP-5 (BC). This identification protocol was developed to identify CCPs sequentially, independent of process operation numbering, and to indicate readily to the user of the HACCP plan which type(s) of hazard need(s) to be controlled at a particular process operation.
Once all hazards related to incoming materials and process operations have been analysed in Form 8 to determine where and how they can be controlled, the right-hand column ("Controlled at") of Forms 5,6 and 7 is completed to identify where each hazard is controlled (see examples).
For hazards fully controlled by application of the Codex General Principles of Food Hygiene, write "GMP/GHP" on Forms 5,6 and 7 and specify the applicable programme. For hazards for which the answer to Question 3 is "no", write "not applicable" in the right-hand column on Forms 5,6 and 7.
Hazards identified on Forms 5, 6 and 7 are either controlled at some point in the food establishment or cannot be controlled by the food operator. Each hazard not controlled by the operator should be re-examined to determine whether or not a control measure could be established by the operator.
· If yes, then the appropriate control measure should be identified and Form 8 should be reviewed accordingly· If no, then report these hazards on Form 9 and indicate how these hazards could be addressed outside the operator's manufacturing process
PARAMETERS ATTACHED TO CCPs
Once the CCPs have been established, the next step is to report the CCPs on Form 10 and to document on the same form the parameters that will be monitored and controlled.
HACCP Principles 3 to 7 will lead to the development of the establishment's HACCP plan which will be described on Form 10 (described in Modules 8 to 12). The critical limits, monitoring procedures, deviation procedures, verification procedures and record keeping will be described in the HACCP plan. This HACCP plan will provide the written guidelines that will be followed in the establishment.
Example
FORM 5
HAZARD IDENTIFICATION: BIOLOGICAL HAZARDS
PRODUCT NAME(S): Canned mushroom
List all biological hazards related to ingredients, incoming material, processing, product flow, etc.
|
Identified biological hazards |
Controlled at |
|
INGREDIENTS/MATERIALS |
|
|
Mushrooms |
- CCP5B |
|
Dry ingredients |
- CCP5B |
|
Water |
- GMP/GHP (Premises) |
|
Empty cans/ends |
- CCP4B |
|
PROCESS STEPS |
|
|
5. Refrigerated mushroom storing |
- GMP/GHP (Equipment) |
|
6. Can/end storing |
- CCP1B |
|
7. Dry ingredient storms |
- GMP/GHP (Sanitation) |
|
9. Can depalletizing/inspection |
- CCP1B |
|
11. Mushroom blanching |
- GMP/GHP (Sanitation) |
|
12. Can conveying |
- GMP/GHP (Equipment) |
|
20. Weighing |
- CCP2B |
|
21. Water filling |
- CCP5B |
|
22. Headspacing |
- CCP3B |
|
23. End feeding/closing/inspecting |
- CCP4B |
|
25. Thermal processing |
- GMP/GHP (Records) |
|
26. Cooling |
- CCP6B |
|
27. Conveying/drying |
- GMP/GHP (Sanitation) |
|
28. Labelling/storing |
- GMP/GHP (Equipment, Personnel) |
|
29. Shipping |
- GMP/GHP (Personnel Training) |
DATE: _______________ APPROVED BY: _________________
Example
FORM 6
HAZARD IDENTIFICATION: CHEMICAL HAZARDS
PRODUCT NAME(S): Canned mushroom
List all chemical hazards related to ingredients, incoming material, processing, product flow, etc.
|
Identified chemical hazards |
Controlled at |
|
INGREDIENTS/MATERIALS |
|
|
Mushrooms |
See Form 9 |
|
Water |
- GMP/GHP (Premises) |
|
Empty cans/ends |
- GMP/GHP (Receiving, Storage & Transport) |
|
PROCESS STEPS |
|
|
6. Can/end storing |
- GMP/GHP (Sanitation) |
|
7. Dry ingredient storing |
- GMP/GHP (Sanitation) |
|
11. Mushroom blanching |
- GMP/GHP (Sanitation) |
|
14, 16, 19, 23. Mushroom conveying, mushroom slicing/dicing, filling, end feeding/closing |
- GMP/GHP (Sanitation) |
DATE:________________ APPROVED BY:__________________
Example
FORM 7
HAZARD IDENTIFICATION: PHYSICAL HAZARDS
PRODUCT NAME(S): Canned mushroom
List all physical hazards related to ingredients, incoming material, processing, product flow, etc.
|
Identified physical hazards |
Controlled at |
|
INGREDIENTS/MATERIALS |
|
|
Mushrooms |
Not applicable (not likely to get through equipment and inspection belt) |
|
Empty cans |
- GMP/GHP (Receiving, Storing & Transport) |
|
Dry ingredients |
- GMP/GHP (Receiving, Storing & Transport) |
|
INGREDIENTS/MATERIALS |
|
|
1. Mushroom receiving |
- GMP/GHP (Premises) |
|
2. Can/end receiving |
- GMP/GHP (Premises) |
|
3. Dry ingredient receiving |
- GMP/GHP (Premises) |
|
5. Mushroom storing |
- GMP/GHP (Premises, Receiving, Storage & Transport) |
|
6. Can/end storing |
- GMP/GHP (Premises, Receiving, Storage & Transport) |
|
7. Dry ingredient storing |
- GMP/GHP (Premises, Receiving, Storage & Transport) |
|
9. Can inspection/depalletizing |
- CC1P |
|
12. Can conveying |
- GMP/GHP (Equipment) |
|
14. Mushroom conveying/inspection |
- GMP/GHP (Premises, Equipment, Personnel) |
|
16. Mushrooms slicing/dicing |
- GMP/GHP (Equipment) |
|
18. Foreign object removal |
- GMP/GHP (Equipment) |
|
19. Filling |
- GMP/GHP (Equipment) |
DATE:________________ APPROVED BY:__________________
Example
FORM 8
CCP DETERMINATION
|
Process step/ incoming material |
Category and identified hazard |
Question 1 |
Question 2 |
Question 3 |
Question 4 |
CCP number |
|
Mushrooms as delivered |
B - pathogens |
Yes |
N/A |
Yes |
Yes |
|
|
|
C -pesticides |
No |
|
|
|
|
|
|
P - harmful extraneous material (HEM) |
Yes |
Yes |
No |
| |
|
Empty cans as delivered |
B -post-process contamination from serious internal seam defects |
Yes |
N/A |
Yes |
Yes |
|
|
|
B - post-process contamination from serious external visible can defects |
Yes |
N/A |
Yes |
Yes |
|
|
|
C - cleaning chemicals (GMPs) |
|
N/A |
Yes |
Yes |
|
|
Dry ingredients as delivered |
B - bacterial spores |
Yes |
N/A |
Yes |
Yes |
|
|
|
B - rodent excrement (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
Water at intake |
B - faecal coliform (GMPs) |
|
|
|
|
|
|
|
C - heavy metals and other toxic chemicals (GMPs) |
|
|
|
|
|
|
1. Mushroom receiving |
P - HEM (GMPs) |
|
|
|
|
|
|
2. Can/end receiving |
P - HEM (GMPs) |
|
|
|
|
|
|
3. Dry ingredient receiving |
P - HEM (GMPs) |
|
|
|
|
|
|
5. Mushrooms at receiving |
B - growth of pathogens (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
6. Can/end storing |
B - post-process contamination because of damaged cans/ends |
Yes |
No |
Yes |
Yes |
|
|
|
B - rodent excrement (GMPs) |
|
|
|
|
|
|
|
C - cleaning chemicals (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
7. Dry ingredient storing |
B - rodent excrement (GMPs) |
|
|
|
|
|
|
|
C - cleaning chemicals (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
9. Can inspecting/ depalletizing |
B - post-process contamination because of incorrect cans or serious can defects |
Yes |
Yes |
Yes |
|
CCP 1 |
|
|
P-HEM |
Yes |
Yes |
Yes |
|
|
|
11. Mushroom blanching |
B - growth of thermophiles, textural changes affecting thermal process (GMPs) |
|
|
|
|
|
|
|
B - inadequate removal of gases (GMPs) |
|
|
|
|
|
|
|
C - cleaning chemicals (GMPs) |
|
|
|
|
|
|
12. Can conveying |
B - post-process contamination because of damage (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
14. Mushroom conveying/inspecting |
C - cleaning chemicals (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
16. Mushroom slicing/dicing |
C - cleaning chemicals, lubrificants (GMPs) |
|
|
|
|
|
|
|
P - HEM (GMPs) |
|
|
|
|
|
|
18. Foreign object removal |
P - metal fragments (GMPs) |
|
|
|
|
|
|
19. Filling |
C - cleaning chemicals, lubrificants (GMPs) |
|
|
|
|
|
|
|
P - metal-fragments (GMPs) |
|
|
|
|
|
|
20. Weighing |
B - product heavier than maximum fill weight in scheduled process |
Yes |
Yes |
Yes |
No |
CCP 2 |
|
21. Water filling |
B - inadequate temperature resulting in low initial temperature (IT) for process |
Yes |
No |
Yes |
Yes |
|
|
22. Head-spacing |
B - insufficient headspace resulting in distorted, potentially leaking seams |
Yes |
Yes |
Yes |
No |
CCP 3 |
|
23. End feeding/ closing/inspection |
B - post-process contamination because of damaged ends |
Yes |
Yes |
Yes |
No |
CCP 4 |
|
|
B - post-process contamination because of improperly formed seams |
Yes |
Yes |
Yes |
No |
|
|
|
C - cleaning chemicals, lubrificants (GMPs) |
|
|
|
|
|
|
25. Thermal processing |
B - non-validated process or vent schedule could result in underprocessing and survival of pathogenic bacteria (GMPs) |
|
|
|
|
|
|
|
B - improper flow patterns for process could result in cross-contamination (GMPs) |
|
|
|
|
|
|
|
B - improper flow patterns for process could allow bypass of thermal process |
Yes |
Yes |
Yes |
No |
CCP 5 |
|
|
B - excessive delays between closing and retorting could result in excessive growth of pathogenic bacteria |
Yes |
Yes |
Yes |
No |
|
|
|
B - lack of adherence to time, temperature and. other critical factors of scheduled process or vent schedule could result in inadequate heat treatment and growth of pathogens |
Yes |
Yes |
Yes |
No |
|
|
26. Cooling |
B - post-process contamination during cooling/contracting of cans because of insufficiently chlorinated cooling water |
Yes |
Yes |
Yes |
No |
CCP 6 |
|
|
B - post-process contamination because of leakage resulting from corrosion from excessive chlorine cleaning chemicals |
Yes |
Yes |
Yes |
No |
|
|
|
B - insufficient chlorine contact time could lead to contamination (GMPs) |
|
|
|
|
|
|
|
B - insufficient or excessive cooling could result in thermophilic spoilage or contamination because of corrosion leakage (GMPs) |
|
|
|
|
|
|
27. Conveying/drying |
B - unclean wet equipment could lead to contamination (GMPs) |
|
|
|
|
|
|
28. Labelling/storing |
B - post-process contamination because of damaged cans (GMPs) |
|
|
|
|
|
|
|
B - growth of thermopiles (GMPs) |
|
|
|
|
|
|
29. Shipping |
B - post-process contamination because of damaged cans (GMPs) |
|
|
|
|
|
Instructions:
· Category and identified hazard: Determine if hazard is fully controlled by adherence to Codex General Principles of Food Hygiene. If Yes, indicate "GMPs", describe and proceed to next identified hazard. If No, proceed to Question 1.· Question 1: Do control preventive measure(s) exist? If No, this is not a CCP. Identify how the hazard can be controlled before or after the process and proceed to the next identified hazard. If Yes, describe and proceed to the next question.
· Question 2: Is the operation specifically designed to eliminate or reduce the likely occurrence of a hazard to an acceptable level? If No, proceed to Question 3. If Yes, this is a CCP; identify it as such in the last column.
· Question 3: Could contamination with identified hazard(s) occur in excess of acceptable level(s) or could these increase to unacceptable levels? If No, this is not a CCP; proceed to the next identified hazard. If Yes, proceed to Question 4.
· Question 4: Will a subsequent operation eliminate identified hazard(s) or reduce likely occurrence to an acceptable level? If No, this is a CCP; identify it as such in the last column. If Yes, this is not a CCP; identify the subsequent step and proceed to the next identified hazard.
Example
FORM 9
UNADDRESSED HAZARDS
PRODUCT NAME(S): Canned mushrooms List any biological, chemical and/or physical hazards that are not controlled at the establishment.
|
Unaddressed hazard from previous list |
Identified methods of addressing the hazard (e.g. cooking instructions, public education, use by date, etc.) |
|
C - raw mushrooms could contain pesticide residues |
Upstream (farm-level) programmes such as: |
|
C - raw mushrooms could contain heat-stable staphylococcal enterotoxin from improper grower handling |
Upstream (farm-level) programmes such as: |
DATE:________________ APPROVED BY:__________________
Objective
To provide the trainees with the necessary knowledge and abilities to establish critical limits for the critical control points in the HACCP system
Suggested methods of instruction
· Lecture
· Exercises
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)]
Time frame
· One hour lecture
· One hour exercise
· One hour reports on exercise
Content
· Critical limits
· Operating limits
· Example, Form 10
Exercise
The instructor should have each "HACCP team" complete the "Critical limits" column on Form 10 and identify the critical control points in their selected operation. Each team will then present a report, using overhead transparencies, explaining the critical limits established for each CCP.
Learning outcome
The trainees should have the necessary knowledge and abilities to establish critical limits for each CCP.
CRITICAL LIMITS
At each critical control point (CCP)/critical limits are established and specified.
Critical limits are defined as criteria that separate acceptability from unacceptability. A critical limit represents the boundaries that are used to judge whether an operation is producing safe products. Critical limits may be set for factors such as temperature, time (minimum time exposure), physical product dimensions, water activity, moisture level, etc. These parameters, if maintained within boundaries, will confirm the safety of the product.
The critical limits should meet requirements of government regulations and/or company standards and/or be supported by other scientific data. In some cases, food control regulatory authorities provide information on which to establish the critical limits based on known food hazards and the results of risk analysis (e.g. the time/temperature requirements for thermal processes such as pasteurization, cooking, retorting; maximum number and size of physical contaminants, chemical residues).
It is essential that the person(s) responsible for establishing critical limits have a knowledge of the process and of the legal and commercial standards required for the product.
Sources of information on critical limits include:
· Scientific publications/research data· Regulatory requirements and guidelines
· Experts (e.g. thermal process authorities, consultants, food scientists, microbiologists, equipment manufacturers, sanitarians, academics)
· Experimental studies (e.g. in-house experiments, contract laboratory studies)
If the information needed to establish critical limits is not available, a conservative value should be selected or regulatory limits used. Rationale and reference materials used should be recorded. The materials become part of the support documentation of the HACCP plan.
Once the critical limits are established, they are recorded on Form 10 together with the description of the process step, CCP number and hazard description.
Examples of critical limits are included in Table 1. Other examples include the following:
· An acidified beverage that requires a hot fill and hold as the thermal process may have acid addition as the CCP. If insufficient acid is added or if the temperature of the hot fill is insufficient, the product would be underprocessed with potential for the growth of pathogenic spore-forming bacteria. The critical limits in this case would apply to pH and fill temperature.· Beef patties are cooked in a continuous oven. More than one critical limit is set to control the hazard of heat-resistant pathogen survival. The critical limits could be: minimum internal temperature of the patty; oven temperature; time in the oven determined by the belt speed in rpm; patty thickness. These examples illustrate that CCPs may be controlled by more than one critical limit.
OPERATING LIMITS
If monitoring shows a trend towards lack of control at a CCP, operators can take action to prevent loss of control of the CCP before the critical limit is exceeded. The point at which operators take such action is called the "operating limit". Operating limits should not be confused with critical limits. Often, the operating limits are more restrictive and are established at a level that would be reached before the critical limit is violated; i.e. they should prevent a deviation from critical limits.
Table 1 EXAMPLES OF CRITICAL LIMITS
|
Hazard |
CCP |
Critical limit |
|
Bacterial pathogens |
Pasteurization |
72°C for at least 15 seconds |
|
Metal fragments |
Metal detector |
Metal fragments larger than 0.5 mm |
|
Bacterial pathogens |
Drying oven |
Aw<0.85 for controlling growth in dried food products |
|
Excessive nitrite |
Curing room/brining |
Maximum 200 ppm sodium nitrite in finished product |
|
Bacterial pathogens |
Acidification step |
Maximum pH of 4.6 to control Clostridium botulinum in acidified food |
|
Food allergens |
Labelling |
Label that is legible and contains a listing of correct ingredients |
|
Histamine |
Receiving |
Maximum of 25 ppm histamine levels in evaluation of tuna for histaminea |
a Regulatory action level is 50 ppm, but histamine levels may increase during processing. Therefore industry may want to set lower histamine critical limits at receiving.
An operator may observe a trend towards loss of control, such as the failure of a cooker to maintain the desired temperature consistently. Observing a trend towards loss of control early and acting on it can save product rework or, worse yet, product destruction. When the critical limit is exceeded, corrective action is required (see Task 10/Principle 5). For this reason a processor may choose to operate a CCP at a limit more conservative than the critical limit. Such operating limits may be selected for various reasons:
· For quality reasons, e.g. higher cooking temperatures for flavour development or product texture· To avoid exceeding a critical limit, e.g. using a cooking temperature higher than the critical limit as an alarm point, to warn the operator that the temperature is approaching the critical limit and needs adjusting
· To account for normal variability, e.g. setting a cooker with 2°C variability at least 2°C above the critical limit to avoid violating it
The process may need to be adjusted when the operating limit is exceeded. Such actions are called "process adjustments" (see Figure). A processor should use these adjustments to prevent loss of control and the need for product disposition. Table 2 shows examples of critical limits versus operating limits.
Table 2 CRITICAL LIMITS VERSUS OPERATING LIMITS
|
Process |
Critical limit |
Operating limit |
|
Acidification |
pH 4.6 |
pH 4.3 |
|
Drying |
0.84 Aw |
0.80 Aw |
|
Hot fill |
80°C |
85°C |
|
Slicing |
2 cm |
2.5 cm |
Example
FORM 10
HACCP PLAN
PRODUCT NAME(S): Canned mushroom
|
Process step |
CCP No. |
Hazard description |
Critical limits |
Monitoring procedures |
Deviation procedures |
HACCP records |
|
9. Can inspecting/ depalletizing |
CCP 1B |
Post-process contamination resulting from incorrect cans, damaged cans and serious defects |
Can manufacturer's specifications |
|
|
|
|
|
CCP 1P |
Harmful extraneous materials (HEM) ,e.g. wood, glass, metal fragments |
No HEM |
|
|
|
|
20. Weighing |
CCP 2B |
Overfilling resulting in underprocessing |
Maximum fill weight as specified in the scheduled process |
|
|
|
|
22. Head spacing |
CCP 3B |
Insufficient headspace resulting in excessive internal pressure and distorted seams |
Minimum headspace as specified in the scheduled process |
|
|
|
|
23. End feeding/ closing/inspecting |
CCP 4B |
Post-process contamination resulting from damaged or defective ends or improper double seams |
Can manufacturer's specifications |
|
|
|
|
25. Thermal processing |
CCP 5B |
Inadequate heat treatment |
Maximum time lapse between closing and retort up, minimum IT, minimum time and temperature for vent and cook as specified in the scheduled process Heat-sensitive indicator changes colour |
|
|
|
|
26. Cooling |
CCP 6B |
Post-process contamination of product from cooling water |
Detectable residual chlorine levels to 2 ppm in the cooling water |
|
|
|
DATE:______________ APPROVED BY:____________________
Objective
To provide the trainees with the necessary knowledge and abilities to establish a monitoring system for each critical control point in the HACCP plan
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev 3 (1997)]
Time frame
· 30 minutes lecture
· 30 minutes exercise
· 30 minutes reports on exercise
Content
· Monitoring
· Design of a monitoring system
· Example, Form 10
Exercise
The instructor should have each "HACCP team" complete the monitoring procedures column on Form 10 and identify the monitoring procedures for each CCP. Each team will then present a report, using overhead transparencies, explaining the monitoring procedures.
Learning outcome
The trainees should have the necessary knowledge and abilities to establish monitoring procedures for each CCP established.
MONITORING
The Codex Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application defines monitoring as "the act of conducting a planned sequence of observations or measurements of control parameters to assess whether a CCP is under control".
Monitoring is the scheduled measurement or observation of a CCP relative to its critical limits. The monitoring procedures must be able to detect loss of control at the CCP. Therefore, it is important to specify fully how, when and by whom monitoring is to be performed.
The purposes of monitoring include the following:
· To measure the performance level of the system's operation at the CCP (trend analysis)· To determine when the performance level of the system results in a loss of control at the CCP, e.g. when there is deviation from a critical limit (see Task 10)
· To establish records that reflect the performance level of the system's operation at the CCP to comply with the HACCP plan
Monitoring is the process that the producer relies upon to show that the HACCP plan is being followed. It provides the producer with accurate records enabling the producer to show that the conditions of production are in compliance with the HACCP plan.
Ideally, monitoring should provide information in time to allow any adjustments to the process, thus preventing loss of control of the process and critical limits being exceeded. In practice, operating limits (as discussed in Section 3, Module 8) are often used to provide a safety margin which allows extra time to adjust the process before the critical limit is exceeded.
There are many ways to monitor the critical limits of a CCP. Monitoring can be done on a continuous (100 percent) or batch basis. Where feasible, continuous monitoring is preferred, as it is more reliable. Continuous monitoring is designed to detect shifts around target levels, thus allowing correction of these shifts and preventing deviation beyond the critical limits. Where monitoring is not continuous, the amount and frequency of monitoring should be sufficient to provide an acceptable level of assurance that the CCP is under control. The higher the frequency of monitoring (i.e. the less time between each instance of monitoring), the less product will be affected when there is a loss of control at the CCP.
A further consideration when establishing a monitoring system is the time taken to achieve a result from the monitoring procedure. Most monitoring procedures will need to be rapid, as they relate to on-line processes which in general do not leave time for lengthy analytical testing. For this reason physical and chemical measurements or visual observations, which may be done rapidly, are often preferred to microbiological testing. Examples of some physical and chemical measurements taken to monitor critical limits are temperature, time, pH, moisture level and water activity (A). It is essential that all monitoring equipment be properly calibrated for accuracy.
Monitoring procedures performed during the operation should result in written documentation which will serve as an accurate record of the operating conditions. Monitoring records provide information on conditions during the operation and allow for action to be taken in the event of a loss of control or for a process adjustment to be made if there is a trend towards a loss of control.
Accurate monitoring procedures and associated records provide information to the operator and allow for decisions to be made on the acceptability of the lot at a particular stage in the process. To complete the monitoring process, data derived from monitoring should be reviewed and evaluated by a designated person or persons with knowledge and authority to carry out corrective actions when indicated (see Task 10).
The worst scenario is that in which monitoring procedures indicate that any one of the critical limits is exceeded, which indicates loss of control of a CCP. This lack of control is considered to be a deviation resulting in the production of a hazardous or unsafe product. The situation requires immediate identification and control of the affected product and corrective action.
Responsibility for monitoring should be clearly defined, and individuals must be adequately trained in the monitoring procedures for the CCP for which they are responsible. They must also fully understand the purpose and importance of monitoring. The individual should have ready access to the monitoring activity, must be unbiased in monitoring and must accurately report the monitoring activity.
DESIGN OF A MONITORING SYSTEM
The control measures discussed at Task 6 are intended to control a hazard or hazards at each CCP. The monitoring procedures will determine if the control measures are being implemented and ensure that critical limits are not exceeded. The monitoring specifications for each CCP should be written on Form 10 (see example). They should give information on:
· What will be monitored
· How critical limits and preventive measures will be monitored
· Frequency of monitoring
· Who will monitor
What will be monitored?
Monitoring may mean measuring a characteristic of the product or of the process to determine compliance with a critical limit. Examples include:
· Measurement of the time and temperature of a thermal process
· Measurement of cold-storage temperatures
· Measurement of pH
· Measurement of Aw
Monitoring may also mean observing whether a control measure at a CCP is being implemented. Examples include:
· Visual examination of sealed cans
· Verification of vendor's certificates of analysis
It is also important to remember at this stage that monitoring procedures may determine if operating limits are being adhered to rather then the critical limits, so that the operator has time to make any necessary process adjustment.
How will critical limits and preventive measures be monitored?
Deviation from a critical limit should be detected in as short a time as possible to allow corrective action to limit the amount of adversely affected product. To ensure accurate knowledge of conditions during the process, the monitoring procedures should provide rapid (real-time) results and should not involve lengthy analytical procedures. Microbiological testing is rarely effective for monitoring CCPs for this reason, and also because large sample-sizes would be needed to find microorganisms at levels that may cause illness. Instead, physical and chemical measurements (e.g. pH, Aw, time, temperature) are preferred, as they can be done rapidly and can often be related to the microbiological control of the process.
Effective monitoring depends upon the proper selection and calibration of the measuring equipment. The equipment used for monitoring CCPs will vary depending on the attribute being monitored. Examples of monitoring equipment include:
· Thermometers
· Clocks
· Scales
· pH-meters
· Water activity meters
· Chemical analytical equipment
Equipment should undergo periodic calibration or standardization as necessary to ensure accuracy. However, the variability of the equipment should be considered in setting the critical limits.
Operators should be trained in proper use of the monitoring equipment and should be provided with a clear description of how the monitoring should be carried out. The details should be relevant to the type of monitoring performed; for example, it would be important to specify that temperature measurements for a heating process should be made at the coldest point of the process, while temperature measurements for a cooling process should be made at the warmest part.
Monitoring frequency
Monitoring can be continuous or non-continuous. Where possible, continuous monitoring is preferred; it is possible for many types of physical or chemical methods. Examples of continuous monitoring include:
· Measuring the time and temperature of a pasteurization or retorting process
· Checking each package of frozen, mechanically chopped spinach with a metal detector
· Monitoring the container closures on glass jars by passing them under a dud detector
For continuous monitoring to be effective, it is necessary to review the monitoring results periodically and take action when appropriate. The length of time between checks is important as it is directly related to the amount of product involved when there is a deviation from a critical limit.
Where non-continuous monitoring is the chosen system, the frequency of monitoring should be determined from historical knowledge of the product and process. When problems are detected the frequency of monitoring may need to be increased until the cause of the problem is corrected. The following questions will help to determine the correct frequency:
· How much does the process normally vary?
· How close is the operating limit to the critical limit?
· How much product is the processor prepared to risk if there is deviation from the critical limit?
Who will monitor?
In developing the HACCP plan consideration should be given to assigning responsibility for monitoring. Individuals assigned to monitor CCPs may include:
· Line personnel
· Equipment operators
· Supervisors
· Maintenance personnel
· Quality assurance personnel
Once assigned, the individual responsible for monitoring a CCP must:
· Be adequately trained in the CCP monitoring techniques
· Fully understand the importance of CCP monitoring
· Have ready access (be close) to the monitoring activity
· Accurately report each monitoring activity
· Have the authority to take appropriate action as defined in the HACCP plan
· Immediately report critical limit deviation
It is important that the responsible individual report all unusual occurrences and deviations from critical limits immediately to make sure that process adjustments and corrective actions are made in a timely manner. This person should record and sign all monitoring results and occurrences associated with monitoring CCPs. Records and documents associated with monitoring CCPs should also be signed by one or more responsible reviewing officials of the company.
Example
FORM 10
HACCP PLAN
PRODUCT NAME(S): Canned mushroom
|
Process step |
CCP No. |
Hazard description |
Critical limits |
Monitoring procedures |
Deviation procedures |
HACCP records |
|
9. Can inspecting/ depalletizing |
CCP 1B |
Post-process contamination resulting from incorrect cans, damaged cans and serious defects |
Can manufacturer's specifications |
Continuous visual monitoring by the depalletizer operator |
|
|
|
|
CCP 1P |
Harmful extraneous materials (HEM) ,e.g. wood, glass, metal fragments |
No HEM |
Continuous visual monitoring by the depalletizer operator |
|
|
|
20. Weighing |
CCP 2B |
Overfilling resulting in underprocessing |
Maximum fill weight as specified in the scheduled process |
On-line check-weigher to eject over- and underfilled cans after filling |
|
|
|
22. Head spacing |
CCP 3B |
Insufficient headspace resulting in excessive internal pressure and distorted seams |
Minimum headspace as specified in the scheduled process |
Headspace check done after closing on consecutive samples, at least, one from each head, by seam mechanic at start-up and every hour |
|
|
|
23. End feeding/ closing/inspecting |
CCP 4B |
Post-process contamination resulting from damaged or defective ends or improper double seams |
Can manufacturer's specifications |
Continuous visual monitoring of ends by closing machine operator |
|
|
|
|
|
|
|
Visual examination of sealed cans at start-up, after severe jam-ups and after adjustments as well as every half hour, and tern-down examination every 4 hours on consecutive samples, one from each head, by closing machine operator |
|
|
|
25. Thermal processing |
CCP 5B |
Inadequate heat treatment |
Maximum time lapse between closing and retort up, minimum IT, minimum time and temperature for vent and cook as specified in the scheduled process Heat-sensitive indicator changes colour |
QC to check on time lapse between closing and retort up (at least once per period) Retort operator to check on IT, time and temperature for vent and cook and thermograph Busse unloader to check heat-sensitive indicator tape Busse unloader to segregate product if no indicator tape or no colour change of indicator tape |
|
|
|
26. Cooling |
CCP 6B |
Post-process contamination of product from cooling water |
Detectable residual chlorine levels to 2 ppm in the cooling water |
Chlorine checks every hour at exit of cooling water |
|
|
DATE:______________ APPROVED BY:____________________
Objective
To provide the trainees with the necessary knowledge and abilities to establish effective procedures for corrective actions when there are deviations from critical limits at critical control points
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)]
Time frame
· 45 minutes lecture
· 45 minutes exercise
· 45 minutes reports on exercise
Content
· Establishing corrective actions
· Deviation
· Corrective action procedures
· Deviation and corrective action records
· Deviation procedures
· Example, Form 10
Exercise
The instructor should have each "HACCP team" complete the deviation procedures column on Form 10 and identify the deviation procedures for the CCPs. The teams should also consider and describe generic deviation procedures that are applicable to all critical limit deviations. Each team will then present its report, using overhead transparencies, explaining the deviation procedures established for each CCP.
Learning outcome
The trainees should have the necessary knowledge and abilities to establish effective deviation and corrective action procedures to be followed in the event of deviations from critical limits at CCPs.
ESTABLISHING CORRECTIVE ACTIONS
The Codex Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application defines corrective action as "any action to be taken when the results of monitoring at the CCP indicate a loss of control".
Loss of control is considered as a deviation from a critical limit for a CCP. Deviation procedures are a predetermined and documented set of actions to be implemented when a deviation occurs. All deviations must be controlled by taking action(s) to control the non-compliant product and to correct the cause of non-compliance. Product control includes proper identification, control and disposition of the affected product. The control and disposition of the affected product and the corrective action(s) taken must be recorded and filed.
The diversity of possible deviations at each CCP means that more than one corrective action may be necessary at each CCP. When a deviation occurs, it will most likely be noticed during the routine monitoring of the CCP. Deviation and corrective action procedures are prescribed so that employees responsible for CCP monitoring understand and are able to perform the appropriate corrective action(s) in the event of a deviation.
Process adjustments should also be made when monitoring results indicate a trend towards loss of control at a CCP. Action should be taken to bring the process within the operating limits before a deviation occurs.
The deviation procedures at each CCP should be recorded on Form 10 (see example).
DEVIATION
The Codex guidelines for the application of the HACCP system define deviation as "failure to meet a critical limit". Procedures should be in place to identify, isolate and evaluate products when critical limits are exceeded. Inadequate deviation procedures could result in unsafe products and the eventual recurrence of the deviation.
The producer should control deviations as follows.
Identification of deviation
The producer should have a system in place to identify deviations when they occur.
Isolation of affected product
The producer should have effective procedures in place to isolate, mark clearly and control all product produced during the deviation period.
· All affected product, i.e. that processed since the last point at which the CCP was known to be under control, should be isolated.· Isolated product should be clearly marked, e.g. with firmly attached tags, with information including: hold number, product, amount, date held, the reason for the hold, the name of the person holding the product.
· The producer should maintain control of the product from the hold date to the date of final disposition.
Evaluation of affected product
Product evaluation should be conducted by a qualified person. For example, thermal process deviations would be evaluated by a competent process authority or reference centre.
The evaluation of affected product should be adequate to detect potential hazards, i.e. it should be ensured that sampling is adequate to identify the extent of the problem, that the tests are appropriate, that the judgement is based on sound science and that the product is not released until the evaluation has determined that no potential hazard exists.
CORRECTIVE ACTION PROCEDURES
Since the main reason for implementing HACCP is to prevent problems from occurring, corrective action should be taken to prevent deviation at a CCP. Corrective action should be taken following any deviation to ensure the safety of the product and to prevent recurrence of the deviation.
Corrective action procedures are necessary to determine the cause of the problem, take action to prevent recurrence and follow up with monitoring and reassessment to ensure that the action taken is effective. If the corrective action does not address the root cause of the deviation, the deviation could recur.
Reassessment of the hazard analysis or modification of the HACCP plan may be necessary to eliminate further occurrence.
The producer's corrective action programme should include the following:
· Investigation to determine the cause of the deviation
· Effective measures to prevent recurrence of the deviation
· Verification of the effectiveness of the corrective action taken
DEVIATION AND CORRECTIVE ACTION RECORDS
Records should be available to demonstrate the control of products affected by the deviation and the corrective action taken. Adequate records permit verification that the producer has deviations under control and has taken effective corrective action.
The following information should be recorded in the deviation and corrective action records.
Deviation
· Product/code
· Date produced/held/released
· Reason for the hold
· Amount of product held
· Results of evaluation: amount analysed, analysis report, number and nature of defects
· Signature of personnel responsible for hold and evaluation
· Disposition of held product (if appropriate)
· Signed authorization for disposition
Corrective action
· Cause of deviation identified
· Corrective action taken to correct deficiency
· Follow-up/assessment of effectiveness of corrective action
· Date
· Signature of person responsible
DEVIATION PROCEDURES
The following are some examples of deviation procedures for different products.
Canned vegetables
The scheduled thermal process for canned vegetables is not met because of a loss in steam pressure during retorting. The operator notices the deviation before the end of the process time and refers to the written deviation procedure.
The deviation procedure states that the operator should add on a required additional processing time. Additional minutes are added on. This is only part of the corrective action. The deviation procedure also states that the action must be recorded and the affected lots held until a process authority has authorized and signed off for the release of the product.
After the process cycle is finished, the lot is tagged and is moved to the detention area. The corrective action taken has corrected the problem and has controlled the affected product.
During the next shift, the scheduled thermal process for a different batch of canned vegetables is not met because of another loss in steam pressure. The operator notices the deviation after the end of the process cycle and refers to the written deviation procedure.
The deviation procedure for canned vegetables states that the product is to be tagged and moved to the detention area. The deviation procedure also states that the action must be recorded and the affected lots held until a full evaluation is done by a process authority as to disposition of the product.
After the process cycle is finished, the lot is tagged and is moved to the detention area. The corrective action taken has corrected the problem and has controlled the affected product.
As there have been two deviations of a similar nature, it is important for the processor to examine the root cause of the deviation, i.e. to determine the reason for the loss in steam pressure and the actions that should be taken to prevent recurrence of the problem.
Milk
Antibiotics in incoming raw milk are detected by a rapid screening test. The detected level exceeds the established critical limit. The milk receiver refers to the deviation procedure.
The deviation procedure states that the milk is to remain in the truck and not be unloaded. The procedure also describes the follow-up action. The processor will follow up with the milk supplier involved.
All corrective actions are recorded.
Cooked sausages
Cooked sausages are sliced with equipment that has not been cleaned with the specified frequency. The supervisor notices that the slicer has excessive product buildup and believes that the sausages are being subjected to excessive bacterial contamination.
The deviation procedure states that the supervisor must hold all product produced since the last recorded clean-up. The product under hold is subjected to microbiological testing and is not released until the laboratory results are received. The deviation procedure also states that the employee responsible for equipment cleaning should be questioned as to the reason for the deviation from the specified procedure and be retrained as necessary.
Example
FORM 10
HACCP PLAN
PRODUCT NAME(S): Canned mushroom
|
Process step |
CCP No. |
Hazard description |
Critical limits |
Monitoring procedures |
Deviation procedures |
HACCP records |
|
9. Can inspecting/ depalletizing |
CCP 1B |
Post-process contamination resulting from incorrect cans, damaged cans and serious defects |
Can manufacturer's specifications |
Continuous visual monitoring by the depalletizer operator |
Can depalletizer operator to remove any incorrect cans, cans with serious defects and damaged cans and to inform QC Operator to hold remainder of pallets and QC to investigate |
|
|
|
CCP 1P |
Harmful extraneous materials (HEM), e.g. wood, glass, metal fragments |
No HEM |
Continuous visual monitoring by the depalletizer operator |
Can depalletizer operator to remove any cans with HEM and to inform QC Operator to hold remainder of pallet and QC to investigate |
|
|
20. Weighing |
CCP 2B |
Overfilling resulting in underprocessing |
Maximum fill weight as specified in the scheduled process |
On-line check-weigher to eject over- and underfilled cans after filling |
Line operator to adjust weight of ejected can manually by adding or taking away mushrooms |
|
|
22. Head spacing |
CCP3B |
Insufficient headspace resulting in excessive internal pressure and distorted seams |
Minimum headspace as specified in the scheduled process |
Headspace check done after closing on consecutive samples, at least one from each head, by seam mechanic at start-up and every hour |
Closing machine mechanic to adjust headspaces and to inform QC Operator to hold and QC to investigate all product run since last satisfactory results |
|
|
23. End feeding/closing/inspecting |
CCP 4B |
Post-process contamination resulting from damaged or defective ends or improper double seams |
Can manufacturer's specifications |
Continuous visual monitoring of ends by closing machine operator |
Closing machine operator to remove any damaged or defective ends and to inform. QC Operator to hold and QC to investigate ends and sealed cans if necessary |
|
|
|
|
|
|
Visual examination of sealed cans at start-up, after severe jam-ups and after adjustments as well as every half hour, and teardown examination every 4 hours on consecutive samples, one from each head, by closing machine operator |
Seamer mechanic to adjust closing machine and to inform QC Operator to hold. and QC to investigate all product run since last. satisfactory inspection |
|
|
25. Thermal processing |
CCP 5B |
Inadequate heat treatment |
Maximum time lapse between closing and retort up, minimum IT, minimum time and temperature for vent and cook as specified in the scheduled process Heat-sensitive indicator changes colour |
QC to check on time lapse between closing and retort up (at least once per period) Retort operator to check on IT, time and temperature for vent and cook and thermograph Busse unloader to check heat-sensitive indicator tape Busse unloader to segregate product if no indicator tape or no colour change of indicator tape |
Retort operator to adjust time and temperature of cook as per authorized contingency plan and to inform QC |
|
|
26. Cooling |
CCP 6B |
Post-process contamination of product from cooling water |
Detectable residual chlorine levels to 2 ppm in the cooling water |
Chlorine checks every hour at exit of cooling water |
Retort operator to adjust chlorine and to inform QC |
|
DATE:______________ APPROVED BY:____________________
Objective
To provide the trainees with the necessary knowledge and abilities to establish procedures for verifying control at each of the CCPs and for validating the adequacy of the overall HACCP plan
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev. 3 (1997)]
Time frame
· 45 minutes lecture
· 45 minutes exercise
· 45 minutes reports on exercise
Content
· Verification
· Description of verification activities
· Role of microbiological testing in HACCP verification
· Verification frequency
· Records of verification
· Regulatory verification
Exercise
The instructor should have each "HACCP team" complete the verification column on Form 10 and identify the verification procedures for each CCP. The teams should also identify procedures for validating the HACCP plan. Each team will then present a report, using overhead transparencies, explaining the verification procedures established for each CCP and for validation of the HACCP plan.
Learning outcome
The trainees should have the necessary knowledge and abilities to establish verification procedures for each CCP and for the HACCP plan.
VERIFICATION
Verification is embodied in HACCP Principle 6: Establish verification procedures. The Codex guidelines define verification as "the application of methods, procedures, tests and other evaluations, in addition to monitoring to determine compliance with the HACCP plan". Verification and auditing methods, procedures and tests, including random sampling and analysis, can be used to determine if the HACCP system is working correctly.
Careful preparation of the HACCP plan with clear definition of all the necessary items does not guarantee the plan's effectiveness. Verification procedures are necessary to assess the effectiveness of the plan and to confirm that the HACCP system adheres to the plan. Verification allows the producer to challenge the control measures and to ensure that there, is sufficient control for all possibilities; for example, verification may ensure that adequate contingency procedure plans are in place when critical limits are exceeded at a CCP.
Verification should be undertaken by an appropriately qualified individual or individuals who are capable of detecting deficiencies in the plan or its implementation. Verification should be undertaken at the completion of the HACCP study; whenever there is a change in product, ingredients, process, etc.; when a deviation occurs; in the event of newly identified hazards; and at regular predetermined intervals.
Routine monitoring activities for critical limits should not be confused with verification methods, procedures or activities.
DESCRIPTION OF VERIFICATION ACTIVITIES
Each HACCP plan should include verification procedures for individual CCPs and for the overall plan. HACCP plans are expected to evolve and to improve with experience and new information. Periodic verification helps improve the plan by exposing and strengthening weaknesses in the system and eliminating unnecessary or ineffective control measures. Verification activities include:
· HACCP plan validation
· HACCP system audits
· Equipment calibration
· Targeted sample collection and testing
HACCP plan validation
Validation is the act of assessing whether the HACCP plan for the particular product and process adequately identifies and controls all significant food safety hazards or reduces them to an acceptable level. HACCP plan validation should include:
· Review of the hazard analysis· CCP determination
· Justification for critical limits, based for example on current good science and regulatory requirements
· Determination of whether monitoring activities, corrective actions, record keeping procedures and verification activities are appropriate and adequate
Validation involves ensuring that the HACCP plan is based on current good science and current information and is appropriate for the actual product and process. A scientific and technical review is performed to ensure that there is a sound scientific and technical basis for decisions regarding which hazards are being controlled, which hazards are not being controlled and how identified hazards are being controlled. This review could incorporate the use of new scientific information and data gathered for the purpose of the verification. The process of validating an existing HACCP plan should also include:
· Review of HACCP audit reports
· Review of changes to the HACCP plan and the reasons for those changes
· Review of past validation reports
· Review of deviation reports
· Assessment of corrective action effectiveness
· Review of information on consumer complaints
· Review of linkages between the HACCP plan and GMP programmes
HACCP plan validation is an ongoing, periodic procedure. Validations may be scheduled at a pre-set frequency. However, other factors may trigger a review of the plan to determine if changes are necessary. These factors could include changes to the raw materials, product or process; adverse audit findings; recurring deviations; new scientific information about potential hazards or control measures; and consumer complaints and/or product rejections by customers.
HACCP system audits
As part of verification, audits are performed to compare the actual practices and procedures of the HACCP system with those written in the HACCP plan.
Audits are systematic and independent examinations involving on-site observations, interviews and review of records to determine whether the procedures and activities stated in the HACCP plan are implemented in the HACCP system. These examinations are usually performed by one or more independent persons who are not involved in implementation of the HACCP system. Audits may be performed for individual CCPs and/or for the overall plan.
On-site observation may include, for example, visual inspection to ensure that:
· The product description and flow chart are accurate
· Monitoring required by the HACCP plan at the CCPs is performed
· Processes are operating within established critical limits
· Records are filled out accurately and at the time observations are made
Records to be reviewed during auditing of the HACCP plan include, for example, those demonstrating that:
· Monitoring activities have been performed at the locations specified in the HACCP plan· Monitoring activities have been performed at the frequencies specified in the HACCP plan
· Affected product has been controlled and corrective actions have been taken whenever monitoring has indicated the occurrence of a deviation from critical limits
· Equipment has been calibrated at the frequencies specified in the HACCP plan Audits should occur frequently enough to ensure that the HACCP plan is being followed continuously. This frequency depends on a number of conditions, such as the variability of the process and product.
Calibration
Calibration involves checking instruments or equipment against a standard to ensure accuracy. Calibration should be documented and the records should be available for review during verification.
Calibration of appropriate equipment and instruments used in the development and, implementation of the HACCP plan should be carried out, during monitoring and/or verification,
· At a frequency sufficient to assure continuous accuracy· According to procedures established in the HACCP plan (which can be based on instrument or equipment manufacturer specifications)
· By checking accuracy against a recognized standard
· Under conditions similar or identical to those under which the instrument or equipment will be used
Calibration of CCP monitoring equipment is important; if the equipment is out of calibration, then monitoring results will not be accurate and may be completely unreliable. When the equipment monitoring a CCP is out of calibration, the CCP is considered to have been out of control since the last documented calibration.
Targeted sample collection and testing
Verification may also include targeted sampling and testing and other periodic activities. Targeted sampling and testing involves taking product samples periodically and testing them to ensure that critical limits are appropriate for product safety.
Targeted sampling may be carried out to check vendor compliance when receipt of material is a CCP and purchase specifications are relied on as critical limits. For example, in the case of cooked shrimp, the processor may purchase shrimp under a supplier's guarantee for sulphite levels less than 100 ppm. A sample may be collected for laboratory analysis on a quarterly basis to ensure that sulphite levels are compliant with the supplier's guarantee.
When critical limits are set for equipment operation, product samples may be taken to ensure that the equipment settings are appropriate to provide product safety.
When sampling and testing is used as a verification tool, the usefulness of the test often depends on how the material is sampled. The risk and level of confidence needed will determine the sample size and the method of sample collection.
ROLE OF MICROBIOLOGICAL TESTING IN HACCP VERIFICATION
Sampling and microbiological testing are usually not adequate by themselves to ensure food safety. Microbiological testing is seldom effective for monitoring CCPs and cannot be used as a means of process control because of the lengthiness of analytical procedures and the inability to provide results in real time. In addition, detection of pathogenic microorganisms can be difficult if contamination of the product at the CCP is at a low level or is unevenly distributed in the food sample, necessitating large and numerous samples.
Microbiological testing does have a role in HACCP verification, however: when critical limits are established for the elimination of pathogens or their reduction to an acceptable level, microbiological testing can be used to verify the HACCP plan's effectiveness and to ensure that the identified microbiological limits have not been exceeded. In this instance, the length of time involved in the analytical procedures does not create operational difficulties.
VERIFICATION FREQUENCY
Verification activities should be performed according to a pre-established schedule described in the HACCP plan or whenever there are indications that the food safety status may have changed. These indications may include:
· On-line observations that CCPs may not be operating within critical limits
· Record reviews indicating inconsistent monitoring
· Record reviews indicating that CCPs are repetitively operated outside critical limits
· Consumer complaints or product rejections by customers
· New scientific data
Verification procedures should be scheduled at a frequency that ensures that the HACCP plan is being followed continuously and that measurements remain accurate within established limits. Thus, the length of time between scheduled verification activities should match the level of confidence in the continuous and accurate performance of the HACCP plan.
The frequency of verification activities may change over time. A history of verification activities indicating that the process is consistently in control may support safe reduction of the frequency of verification activities.
RECORDS OF VERIFICATION
Verification activities should be documented in the HACCP plan. Records should be made of the results of all verification activities. Records of verification should include methods, date, individuals and/or organizations responsible, results or findings and action(s) taken.
Verification procedures for the overall HACCP plan should be documented in a file for the HACCP plan.
REGULATORY VERIFICATION
Verification should be a routine part of regularly scheduled government inspections. The reasons for regulatory verification activities include, among others: government obligation in consumer protection, support to the food industry (particularly medium- and small-scale food industry) and assistance to industry in trade opportunities where certification is required.
The inspector should document the existence and implementation of the HACCP plan. Regulatory verification should also involve review and/or audit of the adherence of the processor's HACCP system to its HACCP plan. In particular, the inspector should focus on the following:
· Review of the hazard analysis· Review of the CCP determination
· Verification that the critical limits are based on good science and meet regulatory requirements
· Review of the deviation and corrective action procedures
· Review of the verification procedures
· Review of records to verify that the HACCP plan is being followed effectively at all times
· Verification of the accuracy of CCP monitoring equipment
Regulatory verification can also be used to challenge the HACCP plan in the event of outbreaks of illness or consumer complaints. Verification in such situations would include review of the company consumer complaint file. New technological information or an industry request for consultation may also result in verification actions by regulatory agencies.
Compliance actions should be taken when regulatory verifications indicate deficiencies in the HACCP plan or implemented HACCP system that could result in health hazards in the food products.
Objective
To provide the trainees with the necessary knowledge and abilities to establish appropriate documentation of the HACCP plan and records of the HACCP system
Suggested methods of instruction
· Lecture
· Exercise
Aids
· Overhead transparencies/slides
· Handout
Reference
· Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application [Annex to CAC/RCP 1-1969, Rev 3 (1997)]
Time frame
· 45 minutes lecture
· 45 minutes exercise
· 45 minutes reports on exercise
Content
· Documentation and record keeping
· Support documents
· Records generated by the HACCP system
· Documentation of methods and procedures used
· Records of employee training programmes
· Example, Form 10
Exercise
The instructor should have each "HACCP team" establish the documentation required for the HACCP plan, complete the HACCP record column on Form 10 and identify the specific records that should be kept for each CCP in the HACCP system. Each team will then present a report, using overhead transparencies, showing the documentation of the HACCP plan and the HACCP records established for each CCP in the HACCP system.
Learning outcome
The trainees should demonstrate the necessary knowledge and abilities to establish documentation of the HACCP plan and records of the HACCP system.
DOCUMENTATION AND RECORD KEEPING
Records are essential for reviewing the adequacy of the HACCP plan and the adherence of the HACCP system to the HACCP plan.
A record shows the process history, the monitoring, the deviations and the corrective actions (including disposition of product) that occurred at the identified CCP. It may be in any form, e.g. processing chart, written record, computerized record. The importance of records to the HACCP system cannot be overemphasized. It is imperative that the producer maintain complete, current, properly filed and accurate records.
Four types of records should be kept as part of the HACCP programme:
· Support documentation for developing the HACCP plan
· Records generated by the HACCP system
· Documentation of methods and procedures used
· Records of employee training programmes
SUPPORT DOCUMENTS
The HACCP plan support documents include information and support data used to establish the HACCP plan such as the hazard analysis and records documenting the scientific basis for establishing the CCPs and critical limits. Examples include:
· Data used to establish the control measures to prevent microbiological growth
· Data used to establish the shelf-life of the product (if age of the product can affect safety)
· Data used to establish the adequacy of critical limits in ensuring the safety of the product
The HACCP plan support documents should also include a list of the HACCP team members and their responsibilities, as well as all the forms produced during the preparation of the HACCP plan, showing:
· Product description and intended use· Flow diagram
· Hazard analysis
· Identification of CCPs
· Identification of the critical limits for each CCP, including data from experimental studies or information collected to support the critical limits
· Documented deviation and corrective action plans
· Planned verification activities and procedures
· Identification of the preventive measures for each hazard
Support documents may also include correspondence with consultants, as well as documents detailing how the HACCP plan was developed.
RECORDS GENERATED BY THE HACCP SYSTEM
HACCP system records are kept to demonstrate adherence of the HACCP system with the HACCP plan. These records are used to demonstrate control at CCPs in the food process. By tracking records generated by the HACCP system, an operator or manager can become aware that a process is approaching its critical limit. Review of records can be instrumental in identifying trends and in making operational adjustments. Timely corrective action can be taken if a critical limit is violated.
The required HACCP records to be kept at each CCP should be written on Form 10 (see example). Failure to document the control of a CCP would be a critical departure from the HACCP plan.
The records generated by the HACCP system include all activities and documentation required by the plan, as follows.
Monitoring records for all CCPs
All HACCP monitoring records should be kept on forms that contain the following information:
· Form title· Time and date
· Product identification (including product type, package size, processing line and product code)
· Critical limits
· Monitoring observation or measurement
· Operator's signature or initials
· Corrective action taken, where applicable
· Reviewer's signature or initials
· Date of review
Deviation and corrective action records
· Identification of the deviant lot/product
· Amount of affected product in the deviant lot
· Nature of the deviation
· Information on the disposition of the lot
· Description of the corrective action
Verification/validation records
· In-house on-site inspection
· Equipment testing and evaluation
· Accuracy and calibration of monitoring equipment
· Results of verification activities, including methods, date, individuals and/or organizations responsible, results or findings and action taken
DOCUMENTATION OF METHODS AND PROCEDURES USED
The producer should maintain records of the methods and procedures used in the HACCP system. Examples include:
· Description of the monitoring system for the critical limit of each CCP, including: the methods and equipment used for monitoring, the frequency of monitoring and the person performing the monitoring· Plans for corrective actions for critical limit violations or situations resulting in potential hazards
· Description of record keeping procedures, including copies of all record forms
· Description of verification and validation procedures
RECORDS OF EMPLOYEE TRAINING PROGRAMMES
Records should be kept of all employee training. This is of particular importance for employees involved in monitoring critical limits for CCPs and those involved with deviation review, corrective actions and verification. These employees must be trained to understand fully the appropriate procedures/methods and actions to be taken regarding control of CCPs.
Example
FORM 10
HACCP PLAN
PRODUCT NAME(S): Canned mushroom
|
Process step |
CCP No. |
Hazard description |
Critical limits |
Monitoring procedures |
Deviation procedures |
HACCP records |
|
9. Can inspecting/ depalletizing |
CCP 1B |
Post-process contamination resulting from incorrect cans, damaged cans and serious defects |
Can manufacturer's specifications |
Continuous visual monitoring by the depalletizer operator |
Can depalletizer operator to remove any incorrect cans, cans with serious defects and damaged cans and to inform QC |
Empty container cull report |
|
|
CCP 1P |
Harmful extraneous materials (HEM), e.g. wood, glass, metal fragments |
No HEM |
Continuous visual monitoring by the depalletizer operator |
Can depalletizer operator to remove any cans with HEM and to inform QC |
Empty container cull report |
|
20. Weighing |
CCP 2B |
Overfilling resulting in underprocessing |
Maximum fill weight as specified in the scheduled process |
On-line check-weigher to eject over- and underfilled cans after filling |
Line operator to adjust weight of ejected can manually by adding or taking away mushrooms |
Fill control report |
|
22. Head spacing |
CCP 3B |
Insufficient headspace resulting in excessive internal pressure and distorted seams |
Minimum headspace as specified in the scheduled process |
Headspace check done after closing on consecutive samples, at least one from each head, by seam mechanic at start-up and every hour |
Closing machine mechanic to adjust headspaces and to inform QC |
Double seam inspection report |
|
23. End feeding/closing/inspecting |
CCP 4B |
Post-process contamination resulting from damaged or defective ends or improper double seams |
Can manufacturer's specifications No serious problems |
Continuous visual monitoring of ends by closing machine operator |
Closing machine operator to remove any damaged or defective ends and to inform QC |
Daily seamer report. |
|
|
|
|
|
Visual examination of sealed cans at start-up, after severe jam-ups and after adjustments as well as every half hour, and teardown examination every 4 hours on consecutive samples, one from each head, by closing machine operator |
Seamer mechanic to adjust closing machine and to inform QC |
|
|
25. Thermal processing |
CCP 5B |
Inadequate heat treatment |
Maximum time lapse between closing and retort up, minimum IT, minimum time and temperature for vent and cook as specified in the scheduled process Heat-sensitive indicator changes colour |
QC to check on time lapse between closing and retort up (at least once per period) Retort operator to check on IT, time and temperature for vent and cook and thermograph Busse unloader to check heat-sensitive indicator tape Busse unloader to segregate product if no indicator tape or no colour change of indicator tape |
Retort operator to adjust time and temperature of cook as per authorized contingency plan and to inform QC |
Retort operator's log Thermograph charts |
|
26. Cooling |
CCP 6B |
Post-process contamination of product from cooling water |
Detectable residual chlorine levels to 2 ppm in the cooling water |
Chlorine checks every hour at exit of cooling water |
Retort operator to adjust chlorine and to inform QC |
Retort operator's log |
DATE:______________ APPROVED BY:____________________
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
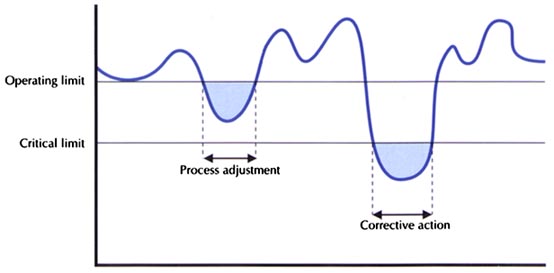{kind=link}