![]()
![]()
![]()
W. H. Hasting
Mt. Vernon, WashingtonD. Higgs
Environment, Canada
Vancouver, British Columbia
Feed manufacturing and the associated quality control programme are keys to successful fish culture. Unless the fisheries biologist understands and specifies the activities of the feed mill and its laboratory, profitable fish farming will be a matter of chance.
Dry feeds may be ground, sifted, screened, mixed, compressed, expanded, texturized, coloured and flavoured. By one or more of these processes, a wide variety of ingredients can be prepared into a standardized product. Since most fish have size and texture preferences and often react to colour, odour, and flavour, processing research is an integral part of fish culture.
2.1 Hammermills
2.2 Attrition Mills
2.3 Roller Mills
2.4 Cutters
2.5 Screening
Grinding or particle-size reduction is a major function of feed manufacturing. Many feed mills pass all incoming ingredients through a grinder for several reasons:
(a) clumps and large fragments are reduced in size,
(b) some moisture is removed due to aeration, and
(c) additives such as antioxidants may be blended.
All of these improve the ease of handling ingredients and their storability.
There are other reasons for grinding and the associated sieving of ingredients in formula feeds before further processing. Small fish and fry require plankton-size feeds available in dry form as a meal or granule. Extremes in particle sizes are wasteful and often dangerous. Fry have been killed because of their inability to pass through the digestive system large pieces of connective tissue and bone present in dry animal byproducts, or hull fragments found in cottonseed meal and rice bran. On the other hand, dust or "fines" may become colloidal suspensions in water, so dilute that several mouthfuls carry little nutritive value.
The grinding of ingredients generally improves feed digestibility, acceptability, mixing properties, pelletability, and increases the bulk density of some ingredients. It is accomplished by many types of manual and mechanical operations involving impact, attrition, and cutting.
Hammermills are mostly impact grinders with swinging or stationary steel bars forcing ingredients against a circular screen or solid serrated section designated as a striking plate (Figure 1). Material is held in the grinding chamber until it is reduced to the size of the openings in the screen. The number of hammers on a rotating shaft, their size, arrangement, sharpness, the speed of rotation, wear patterns, and clearance at the tip relative to the screen or striking plate are important variables in grinding capacity and the appearance of the product. Heat imparted to the material, due to the work of grinding, is related to the time it is held within the chamber and the air flow characteristics. Impact grinding is most efficient with dry, low-fat ingredients, although many other materials may be reduced in size by proper screen selection and regulated intake.
Most hammermills have a horizontal drive shaft which suspends vertical hammers but for some ingredients, such as dried animal byproducts, a "vertical" hammermill is more efficient. In this mill, the drive shaft is positioned vertically and screens and hammers are positioned horizontally. Material successfully reduced in size to the diameter of screen holes or smaller, are carried by gravity outside the mill and thence by air or conveyor to storage in "make-up" bins. Over-size particles, not easily broken, drop through the mill and may be re-cycled or discarded. Thus foreign materials, such as metal and stones, are discharged before they are forced through the screen causing damage.
Fig. 1 Hammer Mill

Attrition mills use the hammermill principle to a certain extent; i.e., shattering by/impact. However, they also impart a shearing and cutting action. Grinding is done between two discs equipped with replaceable wearing surfaces. One or both of these discs is rotated; if both, they rotate in opposite directions. When one disc is rotated, and the other stationary, the assembly is used for shredding and deferring. Often materials which have been coarsely ground by other mills, are passed through an attrition mill for blending or smoothing out an ingredient or mixture containing liquids which may have clumps. The discs of an attrition mill are generally in a vertical position so that materials not capable of reduction can pass by gravity out of the grinding area.
A combination of cutting, attrition, and crushing occurs in roller mills. These are smooth or corrugated rolls rotating at the same speed set at a pre-determined distance apart with material passing between the two. A tearing action may be added by operating the rolls at different speeds and by corrugations which are different for each roll; i.e., the top roll may have off-radial spiral corrugations and the bottom roll lateral corrugations. This last type, called a "Le Page cut" is used in making granules from hard pellets, as it provides a breaking surface without much impact to cause dust. Roll grinding is economical but limited to materials which are fairly dry and low in fat.
Rotary cutters are a type of grinder which reduces dry particle solids mainly by shearing with knife edges against a striking plate. The mill also includes the processes of attrition and impact, although these actions are limited if the material is easily reduced by cutting and the screen limiting discharge has large perforations. The mill consists of a rotating shaft with four attached parallel knives and a screen occupying one fourth of the 360 degree rotation. The mill is best used to crack whole grains with a minimum of "fines". It is not used as a final process for reducing the size of ingredients used in fish feeds.
Associated with grinding feeds for fish fry, a sieving system is required which classifies materials to any desired particle size. The "overs" in this system may be re-ground or rejected. The "throughs" may be selected to comply with fish preferences for size and mixed according to formula specifications. Feeds sifted through a 177-micron opening (a U.S. No. 100 sieve) have been successfully used for increasing survival and growth of minnows and catfish fry. Hammermill or impact grinding of dry feeds, especially cereal grains, creates particles within the range called "dust", and a dust-collecting system may be necessary to remove this. An excess of dust in the feed may lead to gill disease, a situation where organic matter adhering to gills becomes a nutrient for bacteria or parasites.
The problem of excess dust formed by grinding feeds may be partly alleviated by adding a spray of oil or a semi-moist ingredient, such as condensed fish solubles or fermentation solubles, on feeds entering the grinder. Dehydrated alfalfa is prepared as a dust-free meal, similar in texture to a sifted crumblized pellet, by spraying mineral oil into a hammermill chamber during grinding.
3.1 Horizontal Mixers
3.2 Vertical Mixers
3.3 Other Types of Mixers
3.4 Liquid Mixers
3.5 Mixing Operation and Evaluation
The objective of feed mixing is to start with a certain assortment of ingredients called a "formula", totalling some definite weight. This is processed so that each small unit of the whole, either a mouthful or a day's feeding, is the same proportion as the original formula. Mixing is recognized as an empirical unit operation, which means that it is more of an art than a science and must be learned by experience.
Feed mixing may include all possible combinations of solids and liquids. Within each ingredient are differences in physical properties. For solids there are differences in particle size, shape, density, electostatic charge, coefficient of friction as represented by the angle of repose, elasticity or resilience and, of course, colour, odour, and taste. For liquids there are differences in viscosity and density.
The term "mixed" can mean either blended, implying uniformity, or made up of dissimilar parts, implying scattering. As applied to formula feeds, the objective of mixing combines each of these definitions; i.e., the scattering of dissimilar parts into a blend. However, it is improbable that uniformity is attained with particles within a, sample arranged in some order of position or concentration. That is only a quality control; goal. It has been suggested that a proper title for a discussion of mixing should be "mixing and unmixing", for during the operation there is a constant tendency of particles which have been mixed to become separated. Three mechanisms are involved in the mixing process:
(a) the transfer of groups of adjacent particles from one location in the mass to another,(b) diffusion
distribution of particles over a freshly developed surface,(c) shear
slipping of particles between others in the mass.
In theory, the position of particles within a container is determined by chance, and the effects of chance accumulate until they outweigh the direct effects of mixing action. In the mixing of liquids, chance movement of components creates order or uniformity. With dry solids, chance distribution creates disorder. When disorder is at a more or less stable maximum, it may be called "random". Many factors in dry solids cause particles to avoid a chance or random arrangement. In fact, the result of mixing feed ingredients may be a definite pattern of particle segregation or non-random arrangement.
Particle segregation is due to differences in the physical properties of ingredients and the shape and surface characteristics of the mixer. Particle size may be the most important factor in causing segregation. An improvement in mixing which approaches random distribution of solids by decreasing particle size can be measured quantitatively by statistical methods. In general, the smaller and the more uniformally sized the ingredients are prepared, the more nearly they will approach random distribution during mixing.
In many formulae, a decrease in particle size is necessary to attain a sufficient number of particles of an essential additive (vitamin, mineral, medication) for dispersion in each daily feed unit. This may require the particle size to be the diameter of dust, 10 to 50 microns. Certain ingredients are unstable in finely divided form and likely to acquire an electrostatic charge. Concentration of particles on a charged surface, roughness of the mixed and stickiness of oily and wet ingredients are factors in causing segregation when very small particles are mixed and when these are much smaller than the bulk of other ingredients.
Mixing may be either a batch or a continuous process. Batch mixing can be done on an open flat surface with shovels or in containers shaped as cylinders, half-cylinders, cones or twin-cones with fixed baffles or moving augers, spirals, or paddles. Continuous mixing proportions by weight or volume, is a technique best suited for formula feeds with few ingredients and minimal changes.
3.1.1 Continuous ribbon mixers
The continuous or "twin-spiral" mixer consists of a horizontal, stationary, half-cylinder with revolving helical ribbons placed on a central shaft so as to move materials from one end to the other as the shaft and ribbon rotate inside (Figure 2). Capacity can be from a few litres to several cubic metres. The speed of shaft rotation will vary inversely as the circumference of the outer ribbon; usually optimum between 75-100 metres per minute. Since material travel is from one end to the other, either end may be used for discharge. These mixers may be inverted for cleaning.
3.1.2 Non-continuous ribbon mixers
Non-continuous or interrupted ribbons are similar to the continuous ribbon mixers except that short sections called "paddles" or "ploughs" are spaced in a spiral round the mixer shaft. Action is different from that of continuous ribbon mixers, and may be more satisfactory for mixing liquids with dry solids. These mixers are made in a wide variety of sizes with travel of the outer diameter of paddles from 100 to 120 metres per minute.
Fig. 2 Continuous ribbon mixer

Vertical mixers may consist of a cylinder, cone, or hopper-shaped container, with a single or double screw (auger) located vertically through the centre (Figure 3). The screw operates at speeds of 100 to 200 rpm and vertically conveys incoming materials from the bottom (generally the intake) end, like a screw conveyor, to the top where they are scattered and fall by gravity. This sequence is repeated several times until a blend is attained (usually from 10 to 12 minutes). These mixers may also be loaded from the top. Results show that vertical mixers are not efficient for uniform mixing of solids and liquids or for materials of quite different particle size or density. This unit is difficult to clean and there may be inter-batch contamination.
A third type of mixer is the horizontal revolving drum. This can be a straight-sided cylinder or a cylinder tapered at each end. The sides may be smooth or fixed with baffles or shelves to pick up and drop ingredients. Smooth, dry materials of uniform physical properties are blended best in this type of mixer.
A modification of this type is the turbine mixer which is a fixed cylinder with revolving shaft to which are fixed paddles, ploughs, scrapers, or shelves designed to re-pile materials continually. This mixer is often used as a cooker to dry fish wastes and to blend various types of fish meal into a standardized product. They are also particularly efficient for mixing heavy ingredients and for adding liquids to mixtures which would clump or cake in another type of mixer. Some particle size reduction (grinding) may occur on soft materials, such as rice bran and alfalfa leaves. A complete mixing can usually be attained in 3 to 6 minutes unless longer time is necessary to eliminate lumps caused by added liquids. Mixer shaft rotation is regulated to provide some centrifugal action, but this must not be excessive.
The "Nauta" mixer originated in Holland and is constructed in the form of an inverted cone with a mixing screw inside rotating around the inside wall. The mixer is made in a variety of sizes from laboratory models, for premixing chemical and vitamin additives, to very large production sizes. It is excellent for premixing trace elements and works very well for adding moderate amounts of liquids into dry ingredients.
Another type of mixer called the "entoleter" consists of a high-speed rotating disc which throws the ingredient charge with considerable force against the walls of a chamber. This mixer functions well to smooth out clumps or balls of compacted ingredients and will cause eggs of grain weevils to become inactive. However, since it may shatter vitamin A beadlets encapsulated in gelatine, it is not recommended for all mixtures.
Oils and water-miscible oil preparations are often added to dry ingredients as a source of energy or as a specific nutrient. Although the oil-soluble vitamins. A, D, E, and K, are available in dry carrier concentrates, they may be obtained in pure form and premixed by the feed manufacturer. Liquids containing nutrients can be mixed faster and with more uniformity than the same nutrient in dry concentrate condition. Therefore, a liquid blender may be needed in the feed plant.
Liquid blenders usually consist of a horizontal tub or cylinder with a number of wires or paddles equally spaced around a shaft which revolves inside. Sometimes the shaft is hollow and liquids are forced through holes in the paddles in a spray effect. Some models have a shaft speed of 400 to 600 rpm while others rotate at 1 200 rpm. Ingredients such as condensed fish or fermentation solubles, molasses, or fish oils are often premixed in a bowl type variable speed mixer, blending the liquid with dry ingredients.
Accurate mixing requires the addition of ingredients in a tested sequence from batch to batch. The usual practice is to add large-volume ingredients first, then those of smaller amount. Unless already premixed, liquids should be added after all dry ingredients have been mixed. Total mixing time is critical and is influenced by the composition of the formula. All mixers should be calibrated by laboratory recovery of known additives (physically or chemically) so that under and over mixing does not occur. Uniformly sized salt, graphite, or iron particles coated with water soluble dyes are often used as "tracers". Each mixer should be calibrated for its mixing time and capacity by volume for best results.
4.1 Application
4.2 Influence of Feed Composition
4.3 Cooling and Drying
4.4 Crumbles
4.5 Screening or Grading
4.6 Use of Hard Pellets
4.7 Hazards of Feeding Hard Pellets
4.8 Pellet Hardness and Stability
4.9 Floating Pellets
The transformation of a soft, often dusty feed into a hard pellet is accomplished by compression, extrusion, and adhesion. The general process involves passing a feed mixture through a conditioning chamber where 4 to 6 percent water (usually as steam) may be added. Moisture provides lubrication for compression and extrusion and in the presence of heat causes some gelatinization of raw starch present on the surface of vegetative ingredients, resulting in adhesion. Within 20 seconds of entering the pellet mill, feed goes from an air-dry (about 10-12 percent moisture) condition at ambient temperature, to 15-16 percent moisture at 80-90°C. During subsequent compression and extrusion through holes in a ring' die, friction further increases feed temperature to nearly 92°C. Pellets discharged onto a screen belt of a horizontal tunnel drier or into a vertical screened hopper are air-cooled within 10 minutes to slightly above ambient temperatures and dried to below 13 percent moisture.
Contrary to early belief, finished pellets contain practically all the nutrients found in feedstuffs and additives as compounded. The loss of thermolabile vitamins used in additives, which may be slight or extensive in the case of vitamin C, may be compensated for by extra supplementation of these in the vitamin premix to comply with formula requirements. Diastatic enzymes (alpha and beta amylase) present in whole grains and cereal byproducts are still active after processing by grinding and pelleting, although powdered enzymes added as an ingredient are inactivated.
Mechanically, the process of pelleting involves forcing soft feed through holes in a metal ring-type die. These holes may be round or square, tapered or non-tapered. Single or double rolls mounted inside the die ring on a cam or eccentric, turn on a rotating shaft as friction develops (due to the presence of feed between roll and die). Feed is forced through the die holes in increments so that dissection of a finished pellet shows tight layers of feed mixture. The die is driven by a motor and the rolls turn only as feed between rolls and die develops friction.
To make dry feed particles pliable for close compression and to decrease friction and absorb mechanical heat, water is often added to the feed, either as the formula is mixed or in the conditioning chamber of the pellet mill. Water may be provided as liquid and/or vapour. If water is provided in the form of steam, two objectives are accomplished:
(a) a high volume of water vapour condenses on the surface of feed particles, wetting and softening them for better compression, and(b) the high temperatures of this steam cause some gelatinization of raw starch present in all vegetative ingredients, providing the necessary adhesion for firm pellets.
If sufficient moisture cannot be added as steam, pretreatment with water may be used to gain the desired lubricating effect.
It is not absolutely necessary to add steam to a soft feed in order to compress it into a pellet. Materials such as rice bran, ground cottonseeds, and palm kernel cake may be pelleted with no added moisture. The resulting pellets are often slightly charred from high temperature and the electrical energy consumption is much more than would be needed if moisture were added. The high fat content of these materials provides lubrication, but this does not soften the fibre sufficiently to avoid excessive heating caused by friction. The ring die and rolls of a pellet mill exposed to high temperatures show metal fatigue and must be replaced often. The proper conditioning of dehydrated alfalfa meal will permit the manufacture of over 2 000 tons of pellets during the life of a standard die of 40 mm thickness.
Overall, the texture of a soft feed mixture is changed from a meal-like material with bulk density approximately 0.4 g/cc, to a pellet with bulk density of 0.5 - 0.6 g/cc. Within the ring die, pressures of 75-600 kg/cm2 are attained. Feed mixtures containing large amounts of fibrous ingredients often result in pellets too hard for gastric breakdown and digestion in fish. On the other hand, high-fat feeds and an excess of moisture cause poor quality pellets. Pellet quality may be defined as a certain hardness or water stability which assures efficient use without loss in handling on land or in water.
Feed formulation and operation of the pellet mill may be balanced to supply fish with a feed that is acceptable, available, and easily digested. The inter-dependent variables present in ingredient selection are subjects for research in each area of fish culture and for each fish species. Variables resulting from mechanical operation of the equipment may be listed here:
(a) Pellet die thickness as related to diameter of hole is a factor in pellet quality.(b) Speed of rotation should also be considered for each die thickness/hole diameter combination.
(c) The speed at which feed is introduced into the feed-conditioning chamber affects the moisture/temperature relationship which in turn relates to pellet quality.
(d) The amount of steam added to a given volume of feed should be in balance such that the drive motor on the pellet mill is operating at its maximum amperage. The opening of the steam valve at the pellet mill has a direct relation to the amount of water entering the feed as steam at any given steam pressure.
(e) Atmospheric conditions in the factory, especially relative humidity, which pre-condition the ingredients before processing, will affect die selection and operational settings.
All of the above items must be examined for each feed formula, which shows that pelleting is more of an art than a science. It should be emphasized again that the pellet mill operates most efficiently when the motor amperage use is optimum for the voltage available. It is important to watch the ammeter gauge frequently during pelleting. At the start of a pelleting operation, a small amount of soft dry feed enters the pellet chamber for compression and the gauge will respond to the load with less than optimum results. The addition of steam results in a lowered reading, showing the lubricating effect. More dry feed may now enter the conditioning chamber and, as it reaches the die, the ammeter will move to a higher reading. Additional steam will lower this. By adjusting the dry feed intake and the steam valve opening, a stable condition will result where the motor is operating at its maximum rated amperage and pellet production will be at maximum capacity. These operational conditions normally coincide with maximum pellet quality afforded by the composition of the feed mix (see below).
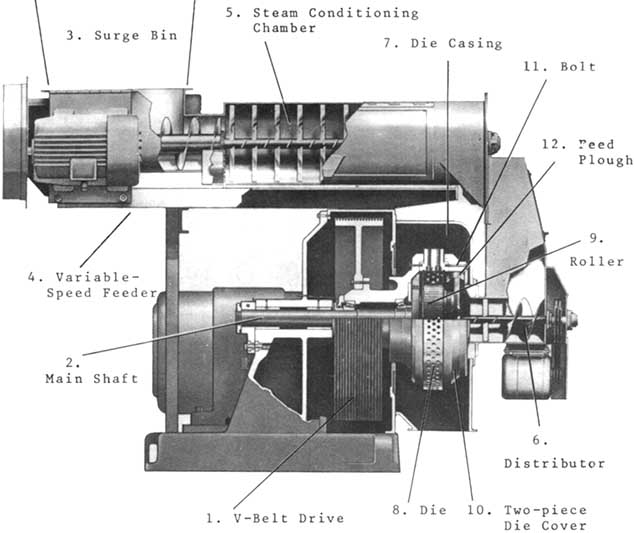
Figure 4a is a cut-out diagram of a large-capacity (200 hp) pellet mill. Although power transmission by means of a V-belt drive is shown (1), gear drive coupling of motor to the main shaft (2) is also possible. Feed from a surge bin (3) is metered into the steam conditioning chamber by a variable speed screw feeder (4). Paddles shown in the steam conditioning chamber (5) agitate the feed to ensure even blending of feed and steam. The conditioned feed is then fed by means of a distributor auger (6) into the pelletizing chamber (7) where it is extruded through the die (8). As the die rotates, feed is pressed against its inner wall by a set of 3 rollers (9). Due to its high rotational speed and heavy load, the die has to be securely harnessed to the shaft. This is achieved by means of a two-piece die cover assembly (10) and 12 strong bolts (11). The rollers usually have a hardened shell with indentations on the surface to provide traction and to reduce slippage of feed. Feed within the pelletizing chamber is continuously redistributed by adjustable feed ploughs (12). Extruded pellets of appropriate lengths are cut off by an assembly of knives (not shown) mounted on the inside of the die casing.
Fig. 4a High capacity pellet mill (Sprout, Waldron & Co.)
Figure 4b shows how pellets are extruded from a small vertical die assembly with two rollers.
A control valve introduces dry steam into a header from which, through several port-holes, steam enters the conditioning chamber in contact with dry feed. Between this valve and the steam generator or boiler are a strainer and trap to remove condensate, providing only dry steam in the mill. At the discharge end of the conditioning chamber is a gate to restrict feed from immediately leaving and allows more time for moisture to be absorbed into the feed. A chute or funnel usually guides moisture-conditioned feed into the pellet chamber where compression and extrusion occur. If the ammeter goes much above the optimum reading, this chute may be quickly raised to prevent a choke-up of feed in the die holes. From the pellet chamber, feed may be directed by means of a butterfly valve to the cooler or on the floor for inspection.
Another variable that may be introduced into the operation of a pellet mill is the rotational speed of the die. For the production of small diameter pellets (i.e., 3 mm or less) high rotation speeds are used. This results in a thinner layer of soft feed inside the die ring ahead of the rolls, and for a given volume of feed the efficiency of pelleting and pellet hardness are improved. Die speeds may be changed by replacing the pulley on the main motor shaft of the pellet mill. Speeds generally range from 130-400 rpm. Feeds-of low bulk density are formed best in dies rotating at higher speeds.
Additional factors known to influence pellet quality include bulk density of the soft feed, its texture, chemical composition (fat, fibre, carbohydrate, protein, and moisture) and prevailing ambient conditions of temperature and relative humidity. Grinding improves pellet quality by reducing air spaces between particles, allowing closer surface to surface contact for a given volume of feed; i.e., it increases bulk density. Large pieces of any ingredient in a feed formula result in weak spots in the pellet, especially if these are fibrous or bony. Grinding also increases the total surface area of a given weight of feed, thereby allowing more space for steam condensation during the conditioning process. This results in a higher feed temperature and more water absorption which together, within the time available, increases gelatinization of raw starch. Starch gelatinization has been mentioned previously (Section 3), but since it is the key to water-stable pellets, further discussion may be beneficial. Starch gelatinization is the rupture of starch granules, thereby allowing the linear and cyclic molecules to hydrate and become sticky in the presence of water. Gelatinization occurs by mechanical means such as grinding, pressure, and by hot water. Soft feed at an environmental temperature of 25°C can be brought to a temperature of 85°C by the addition of 4 to 6 percent moisture from steam. Frictional heat due to passage of feed through the pellet mill adds 2 or 3 degrees of temperature. The moisture, temperature, and time involved combine to impart a sticky surface to starch-containing ingredients which, when subsequently dried, improved pellet hardness and water stability.
Since fat and moisture lubricate the soft feed as it passes through holes in the ring die, reducing friction of compression and extrusion, a certain level of these are necessary for pelleting. If the total crude fat in a feed formula is much more than 8-10 percent or the moisture is much above 15 percent, too much lubrication is provided and a poor quality pellet in terms of hardness results. Dies may be designed to accommodate high-fat feeds by tapering or slanting the Holes or by increasing the hole depth in relation to its diameter. Dietary fat in the final feed may be increased beyond that in the formula by spraying liquid fat or oil onto pellets or crumbles after they leave the pellet mill. An external coating of 5-6 percent stabilized fat does not appreciably soften the pellet except externally, and this may be a lure both in odour and texture for certain fishes.
In some countries, high humidity may cause problems in pelleting. Sun-dried ingredients and those which absorb moisture on storage (i.e. marine products contain sodium chloride which is hygroscopic) may need to be balanced with low-fat, fibrous ingredients or limited in their use. Low-fat cereals or cereal by-product cassava cake and pressed copra may be used in high-moisture, high-fat feeds to provide resistence to compression and extrusion (necessary to form a hard pellet). If the formula contains sugar or molasses, low-frictional heat is an asset, for carmelization occurs at about 60°C.
Fig. 4b Pellet extrusion (arrows indicate direction of rotation of moving parts)

The temperature imparted to pellets in the process of their manufacture assists the removal of moisture by the air-drying process. Generally, within ten minutes after extrusion, hard pellets are cooled to ambient temperature and brought to a moisture content slightly above that of the entering soft feed. This may be done by spreading pellets in a thin layer on the floor and blowing air over them. Commercially, it is done by passing the hot pellets through a vertical or a horizontal chamber designed to bring air at ambient temperature into intimate contact with the outer surface of the pellets.
4.3.1 Vertical cooler-dryer
Moisture added as steam, provides a large volume of lubricating material with a small weight. In addition, the temperature imparted to pellets by steam is a major factor in their subsequent drying. If air at ambient temperature is drawn or blown through the newly formed pellets, its ability to take up water depends on an increase in temperature. Air has an avidity for moisture directly related to its temperature. Air passing over hot pellets will increase in temperature and thus increase its water-holding ability. If cold or warm water were used to lubricate soft feed before pelleting, the final pellet temperature would not reach that necessary to gelatinize raw starch or significantly increase the ability of air to remove moisture in the cooler. Heated air may be used in the cooling-drying process, but this is generally uneconomical. Heating newly-formed, wet pellets on trays in an oven to attain drying does, however, result in very water-stable feed.
A vertical cooler-dryer is shown in Figure 5. Pellets are discharged from the mill into the top of a flat-sided hopper and dropped into an attached cooling bin. This is divided in the middle with a plenum connected to the suction side of a blower fan. The weight of pellets filling the cooler pivots perforated louvers on the two sides to allow cool air to permeate the hot pellets, removing moisture, and cooling the pellets before entering the plenum for discharge through the blower. Pellets leave the bin at the bottom via discharge gates at a rate regulated by the amount of hot pellets entering the cooler. This ensures uniform cooling and drying of pellets.
Pellets gradually fill the cooler section of this system until they reach a diaphragm located near the top of the enclosed hopper. Pressure on this activates the discharge gates and the pellets are discharged until the level is below the diaphragm. A bucket elevator or drag screw conveys cooled pellets to either a storage or bagging bin or to a truck for bulk delivery. This type of cooler is preferred when space is limited and is generally more economical than the horizontal type.
4.3.2 Horizontal cooler-dryer
Coolers of the horizontal type consist of a moving wire belt or sectional belt of perforated metal trays which convey pellets from the discharge spout of the pellet mill (Figure 6). The depth of pellets on this belt and its speed of travel may be adjusted so that pellets leave for storage at a desired moisture and temperature. Horizontal coolers may be a single deck with pellets discharged at the end opposite the intake, or a double deck with two belts in the same enclosure; pellets return to the same end as they entered. Air from a centrifugal fan is made to flow from the cooler bottom through the layer of pellets. As in the vertical cooler, air is discharged into a dust-collecting system which removes the "fines" or particles which separate from the pellets. These are returned to the mill continuously for re-pelleting.
Cooled pellets may be ground on corrugated rolls and the resulting product sifted into various sizes of granules or crumbles. For small fish, the physical properties of crumbles are often more desired than a meal ration and easier to manufacture than a small pellet. Crumbles provide a multi-faceted surface to reflect light, this being a lure for sight feeders. They ensure that all the ingredients of a formula will be ingested, whereas components of meal feeds separate on entering water, allowing selection of certain ingredients, and the-solution or colloidal suspension of others.
Fig. 5 Vertical cooler-dryer (Sprout, Waldron & Company) (a)
Fig. 5 Vertical cooler-dryer (Sprout, Waldron & Company) (b)
Fig. 5 Vertical cooler-dryer (Sprout, Waldron & Company) (c)
Fig. 6 Horizontal cooler-dryer (Sprout, Waldron & Company)
Production of pellets of 4 mm or more in diameter proceeds at a higher rate than when feed is compressed into a smaller diameter. Pellet dies of small diameter holes are expensive and the time consumed in changing dies can make the manufacture of small amounts of fingerling feed quite costly. Generally, crumblizing rolls should be complementary equipment in any pelleting operation.
Some sifting is necessary in the production of pellets and crumbles. Small fragments (fines) are produced as hot, moist pellets are cut off from the die inside the pellet chamber, and as pellets pass through the cooling and conveying equipment. Fines may be returned to the pellet mill for reprocessing or used as feed for fry.
There are many types of sifting and grading systems both manual and mechanized. Most shake or rotate from side to side with material passing over screens of specified openings and covered to confine dust to the equipment. Sifting is the last process in manufacture of pellets and crumbles and this equipment should be located just above the bagging or final discharge bin.
Test feeding in dirt-bottomed ponds or on feeding platforms with minnows, goldfish, catfish, trout, carp, and buffalo fish has shown that for fingerlings and larger fish, pellets provide a physical property which improves the economy of using artificial feeds. Very small fish have shown better growth and feed conversion with pelleted feeds, even those which disintegrate before ingestion, than with the same formula in meal form. The concentration of feed in a limited space and the inability of fish to select and reject certain ingredients, are factors in favour of using pellets. As fish grow larger, many species stop accepting small feed particles and suspended solids as supplied in meal-type feeds, and most of these "fines" are lost or become fertilizer. To be effective for some fish, feeds must retain a bite-size texture.
For fish with gill-rakers managed by a feeding programme of planktonic blooms and artificial supplemental feeds, pellets may be uneconomical if sufficient natural food is available. However, in newly-filled ponds or those with new bottoms and in tanks, pools, and raceways, a complete feed in pellet form has resulted in better feed conversion than meal feeds. Once a natural food forage has been established in a pond and vitamin additives can be eliminated from the formula, the economics of pelleting versus meal feeding should be studied in terms of manufacturing cost and feed conversion. It has been demonstrated that pellets can be used to selectively feed larger fish, permitting them to grow rapidly to market size without competing with smaller fish for the same feed.
A series of tests on acceptability of pellets by catfish is of interest here 1/. Channel catfish (Ictalurus punctatus), blue catfish (Ictalurus catus) were observed over two growth seasons. Pellets of a standard formula (see Table 1) were placed on saran screen trays of two types. One about 60 cm × 120 cm was lowered to the pond bottom and raised for loading and inspection by attachment to a tripod located on the levee (pond bank). The other type was free to be placed directly on the pond bottom at any location and loaded and raised by hand. Pellets were also placed on the pond bottom and recovered by Ekman dredge. Fish were seined at intervals of ten minutes to an hour after feeding for analyses of stomach contents.
1/ Tests conducted at the Fish Farming Experimental Station, U.S. Fish and Wildlife Service, Stuttgart, Arkansas
Table 1 Water Stability of Test Pellets made from a Standard Formula as Measured by the Percentage of Solids Retained on a Screen after Ten Minutes in Quiet Water
|
Treatment |
Percent Retained |
|
5% gelatinized corn solids (dry) |
85.0 |
|
5% bentonite |
88.6 |
|
Control formula - unground |
90.0 |
|
5% guar meal |
90.2 |
|
5% gelatinized corn solids - wet |
92.0 |
|
Control formula ground through 2 mm screen |
93.0 |
|
5% rice mill dust, 75 microns diameter |
93.0 |
|
5% soybean flour |
94.0 |
|
5% lignin sulfonate |
94.0 |
|
5% rice mill dust sifted through 180 microns |
96.2 |
|
10% rice mill dust sifted through 180 microns |
98.2 |
|
20% rice mill dust sifted through 180 microns |
98.5 |
Pellets of 3 mm diameter were readily accepted by fish weighing from 5 to 1 500 grams, all fish ingesting pellets of 3 to 9 mm length. Fish weighing more than 225 grams accepted pellets of 5 mm diameter × 5 mm length, and fish 454 grams and over accepted 6 mm diameter × 6 mm length pellets. Hard pellets of 13 mm diameter × 13 mm length were not readily accepted by any test fish.
Ten minutes after feeding in water at temperatures of 25 to 35° C, from five to nine percent of total fish weight was wet stomach contents. This was equivalent to one to three percent fish weight as dry pellets. In the process of ingesting pellets, fish consumed water so that stomach contents were found to be 70 to 80 percent moisture. One hour after feeding, about 75 percent of the total gastro-intestinal contents remained in the stomach, considerable amounts of protein and fat were gone from the food mass in the intestines, the water content in the stomach had increased, and the fish abdominal cavity was still greatly distended.
For some fish there is a danger of over-feeding with hard pellets, causing swelling and rupture of the stomach. Over-feeding also mechanically forces pellets past the point of gastric activity, resulting in inefficient digestion. Another hazard with use of hard pellets may occur during winter feeding when fish ingest a full stomach capacity on a warm day followed by a period of cold weather. This may result in fermentation of undigested feed in the stomach with gas formation. Fish may float upside down, exposed to extremes in air temperatures and predation.
Ideal pellets lure fish by their size, shape, and organoleptic properties and are available in water without loss of components. This last factor, called "pellet quality" is important for good feed conversion. A measure of pellet quality as applied to dry feeding conditions is the amount of small broken pieces of fines created during handling. this may be related to the abrasive pressure required to break them down. However, dry pellet quality expressed as hardness or in the percentage of fines does not necessarily correlate with water stability. The average high-quality feed pellet made for poultry, swine, and beef, high in cereal grains, becomes mushy within minutes after immersion in water. There is evidence that coarse-textured feeds, water soluble, and hygroscopic ingredients weaken pellet structure in water, allowing components to separate and making the feed only partially accepted.
A laboratory technique for measuring pellet stability in water is useful for establishing feed formulation and processing specifications. One such test which has given reproducible values and shown good correlation with pellet recovery from feeding platforms and bottom sampling; devices, is as follows:
(a) 10 grams of pellets of equal diameter and length are distributed uniformly on a screen tray approximately 100 cm2 in an area with raised sides. Mesh openings are slightly less than pellet diameter.(b) Duplicate samples are lowered into quiet water of an aquarium or tank. If clumping or floating occurs, a piece of cut screen is placed on top of the pellets to hold them under water in a scattered position.
(c) After 10 minutes the trays are removed from water, slanted to drain, and placed in a moisture oven at 130°C for 2 hours, then cooled in a dessicator.
(d) The residue on the screen is recorded as dry solids not lost in water. Total solids in 10 grams of air-dry pellets are determined by oven-dry duplicate samples. Nutrients lost by leaching in water may be measured at this point by freeze-drying the residue on trays and comparing the chemical analysis with untreated pellets.
(e) The ratio of dry solids on the screen after 10 minutes in water to total dry solids in air-dry pellets, is used as a comparative measure of pellet water stability.
During the early days of using hard pellets for fish culture, a random selection of commercial feed was examined for water stability by this technique and none was found to have more than 60 percent retention after 10 minutes in water. To obtain more stable fish feed pellets and thereby improve feed conversion, guidelines for the industry have been proposed as follows:
(i) Before pelleting, grind the mixed feed through a 2 mm screen to an effective size of 125 microns.(ii) Replace at least 5 percent of a non-essential ingredient with an organic flour such as rice dust, dried wood pulp liquor, wheat endosperm, or other binder.1/
(iii) Operate the pellet mill at its optimum rated amperage for maximum compression and extrusion pressures.
(iv) Add sufficient dry steam to condition the soft feed to a temperature of 85-90°C, thus causing gelatinization of raw starch on the surface of all starch-containing ingredients.
(v) Cool and dry pellets before conveying to storage or bag-off bins.
1/ Formulae containing 25 - 30 percent ground wheat or byproducts of wheat endosperm, may not require the use of a binder.
Table 1 shows the formula of a standard feed used in testing water stability of pellets. It is typical of commercial catfish rations used in the southern part of the United States. Basically it complies with the requirements of a 30 percent protein feed, 25 percent of which is of animal source, with a protein to calorie ratio of 90 (grams protein in 100 grams feed × 100 divided by kcal/100 grams feed).
Table 2 Physical Measurements Of Pellet Stability of a Standard Catfish Feed
|
Process variable |
Water stability % retained 10 minutes in running water |
Broken by Stokes pellet hardness tester |
|
Unground, no steam, thin die |
21.5 |
zero pressure |
|
Unground, no steam, thick die |
24.3 |
zero pressure |
|
Unground, added steam, thin die |
31.3 |
1 kg |
|
Unground, added steam, thick die |
78.9 |
3 kg |
|
Ground, no steam, thin die |
65.8 |
3 kg |
|
Ground, no steam thick die |
74.5 |
4 kg |
|
Ground, added steam, thin die |
84.9 |
8 kg |
|
Ground, added steam, thick die |
88.0 |
13 kg |
|
Ground plus 20% gelatinized potato starch and 6% added water, no steam |
98.9 |
20 kg |
Note: Water movement through the test container may be used as an alternative to use of quiet water.
Table 2 shows the water stability of ground and unground standard feed (see Table 1) and the effects of replacing 5 percent of rice bran with various organic and mineral materials suggested as binders. Formulae for common and mirror carp are similar to those for catfish with the exception that ground wheat will replace rice bran or wheat offal. High-wheat feeds are very water-stable if properly steam conditioned before compression and extrusion in a pellet mill.
Feeds low in, starch require a thick ring die and extra steam for conditioning. Special binders of starch origin provide some degree of water stability for pellets made with low-starch formulae.
Fish feeds may be pelleted by what is sometimes called the "extrusion" process, thereby expanding rather than compressing the various ingredients. Variations in formulation and processing allow a wide range in bulk density; 0.25. to 0.3 g/cc being common for fish feeding. This feature makes them attractive for certain types of fish culture. Fish may be observed while eating and the amount of feed limited to that which is accepted. The number of fish in a water impoundment and their health can be observed without sampling.
In general, the processing of expansion of extrusion consists of:
(a) conditioning soft feed which is in meal form to contain 25-30 percent water,(b) conveying this conditioned feed by auger into a pressure-sealed cylinder,
(c) injecting steam, thus decreasing friction of material within the cylinder and increasing gelatinization of raw starch,
(d) extruding to atmospheric pressure, almost exploding the material through holes in the die plate at the end of the cylinder,
(e) cutting off the extruding ribbon at the outside of the die plate by a rotating knife, and
(f) drying the pellets in a high-temperature oven at about 120 C to a moisture content suitable for storage.
Several details should be added to this general process description for a better understanding of floating pellets. The feed formula is important in obtaining a desired expanding texture. Cereal grains can be expanded to a very low bulk density, whereas protein concentrates low in starch may remain unaltered in bulk density. Raw starch is a requirement of a good floating pellet; 90 percent being gelatinized during the 30 to 60 seconds the feed is in the expander cylinder. Pressure builds up to several atmospheres due to forward passage of the material into a smaller volume. Superimposed steam causes a high product temperature, changing the consistency of the material from a free-flowing meal to a dough. By the sudden release of pressure at the discharge end, the feed assumes a "puffed rice" texture like some breakfast foods and snacks.
Following oven drying, a standard pellet cooler is often used to lower product temperature after internal moisture is less than 13 percent. Even with this treatment, previous high temperatures partially destroy heat-labile vitamins and decrease the availability of some amino acids. Rather than over-fortifying the formula before pelleting, as is done for preparation of hard pellets, heat-sensitive additives may be sprayed onto expanded pellets after extrusion.
Biological tests under pond conditions with natural food available have shown no difference in growth of catfish and goldfish using a formula feed processed by hard pelleting and by the extrusion process. Also no significant difference was found chemically in total crude protein or in individual amino acids for several formula feeds each prepared as hard pellets and as extruded pellets. However, testing fish growth in tanks and cages has revealed a partial destruction of some nutrients in extruded feeds.
There is evidence that fish fed with floating pellets contain more liver and body fat than those fed the same formula feed processed as a hard pellet. This may be due to the increased digestibility of the carbohydrate part of the ration. The expansion process is expensive compared with other methods of feed manufacture in terms of equipment cost, heat used in generating steam and in oven-drying, and in loss of nutrients. It may be concluded that the value of extruded pellets-is best measured by practical feeding tests using data on feed conversion, cost of management, and acceptability by fish as deciding factors.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}