![]()
![]()
![]()
Basically, there are two hatchery systems being adopted. The large-tank hatchery which was developed in Japan is still the popular system applied in many Asian countries such as Taiwan, Thailand, Philippines and Indonesia. The small tank hatchery which originated from Galveston USA, has been applied in the Philippines and to same extent in Malaysia and Thailand. Recently a modification of the above systems has been developed which combined the beneficial characteristics of both systems taking into consideration the limitation of spawner supply.
There are three determinants in designing a hatchery viz: target species, production target and level of financial inputs. Although multi-purpose hatchery design for shrimps and finfish may not necessarily be the same. In any case, the target species must be clearly identified before designing the hatchery.
Production target can be determined based on a market demand and financial input. In the case of species such as Penaeus monodon at which the production of fry depends on the availability of spawners from the wild, production target is limited by the supply of spawners. This limits the production capacity of the hatchery. Whereas in P. japonicus and white shrimps at which spawners are easily available, production capacity is unlimited. Tank capacity up to 2500 cubic meters can be seen in many large-scale hatcheries in Japan where P. japonicus is the primary species grown. However, in most Southeast Asian countries where tiger shrimp (P. monodon) forms the target species for hatchery production, tank capacity is considerably reduced due to limited spawner supply from the wild.
Hatchery design is aimed at achieving the production target which determines the size of the hatchery. The tank capacity is based on an approximate ratio between algal culture tank and larval rearing and nursery tanks. Desirable algal tank capacity is 10–20% of the larval rearing tank capacity. The capacity of maturation tank depends on the number of spawners needed. Method of estimation of tank capacity for various rearing and holding tanks are given in the following examples:
Example 1. To estimate the holding tank capacity used in a big hatchery system (spawning, larval rearing and nursing utilizing the same tanks).
Production target: 10 million post larvae (PL25)
Number of runs per year: 7
Duration per run: 40–45 days including tank preparation, etc.
Production target per run: 1.5 million P25
Production rate of nursing tank: 3000 Pl/ton
Total hatchery holding tank capacity needed: 500 tons
Algal culture tank: 50 tons (10% of larval tank)
Example 2. To estimate the tank capacity for larval, nursery, algal culture and maturation tanks.
Production target: 10 million post larvae (PL25)
Number of runs per year: 10
Duration per run: 30–35 days including tank preparation, etc.
Production target per run: 1 million (PL25)
Production rate in larval nursing tank: 3,000 PL25/ton
Total larval nursing tank capacity required: 350 tons
Survival rate in nursery: 50%
Total number PL1 needed for stocking in nursing tank: 2
million/run
Production rate from larval rearing tank needed for 1 nursing
tank's run: 50–60 tons
Duration of larval rearing tank: 12–15 days
2 runs in larval rearing tank = 1 run in nursing tank
Actual capacity of larval tank needed %/run: 25–30 tons
Survival rate from nauplii to P1: 30–40%
Number of nauplii needed for larval tank: 6–7 million
Since average hatching rate: 70%
Total eggs required: 8–10 million
Average number of eggs per spawner: 400,000 eggs
Number of wild spawners needed: 25–30 per 15 days
or
Since number of eggs produced by ablated spawners = 200,000
Total number of ablated spawners needed: 60–120
Stocking rate of ablated spawners: 5–6/ton
Capacity of maturation tank: 48 tons or four 12-tons
Generally, the size of a hatchery should be based on its functional requirements and economic efficiency. Based on the level of operation, production output and financial investment, hatchery practice can be broadly grouped into three categories viz: small-scale, medium-scale and large-scale hatchery. The major characteristics of each group are shown in Table 1.
This is a “backyard” hatchery usually owned and managed by the shrimp grower himself using family members or immediate relatives for additional labour. The main goal is to supply his own shrimp farm with the required number of fry and the excess may be sold to neighboring growers. Usually the hatchery site is an extension of the farm house with floor space ranging from a few square meters up to about 1000 square meters. In such hatchery operation, the total production capability seldom exceed 5 million postlarvae per annum and the hatchery is operated by not more than 2 technical personnel. In Southeast Asian countries, such hatchery entails a capital investment of not more than US$30,000 and operational cost of less than US$10,000.
Table 1. CRITERIA FOR CLASSIFICATION OF SHRIMP HATCHERIES
| Item | Small | Medium | Large | |
| 1. | Ownership and operation set-up | Family members serve as hatchery workers | Small cooperative | Big corporations, national agencies |
| Fry for self use | Supply fry to members | Fry for commercial purposes | ||
| 2. | Area or extent covered | Usually using the backyard area | 2000–5000 sq.m. | 5000 sq.m. to l ha. |
| 3. | Amount of production | 1–5 million/year | 10–20 million/year | More than 20 million |
| 4. | Number of employees or technicians | 1 technician, 2 workers | 3 technicians, 3–4 workers | 3–6 technicians 6–10 workers |
| 5. | Total tank capacity | 20–100 tons | 100–1000 tons | More than 1000 tons |
This type of hatchery is relatively larger than the small-scale hatchery in terms of capital investment, hatchery size, production capability and scale of operation. While hatchery management is somewhat similar to that of small-scale hatchery, the production capability range between 10–20 million postlarvae per annum and is operated by about 3 technical personnel and 3–4 labourers. This type of hatchery is usually put up by small cooperatives to supply the required shrimp fry to its member growers. Private enterpreneurs or government agencies may also establish hatchery of such operational scale to produce fry of sale or distribution to the growers. Capital investment in Southeast Asian countries for such hatchery ranges between US$30,000 to US$100,000 and operational investment of not more than US$50,000.
This scale of hatchery is commercially run by big corporations, national agencies or cooperative projects. While the capital and operational investment far exceed that of the medium-scale hatchery, production capability of such hatchery usually exceeds 20 million postlarvae per annum. Such hatchery is centrally and systematically managed and is supported by a pool of not less than 6 technical personnel and 6–10 labourers. Capital investment and operational cost are over US$100,000 and US$50,000 respectively.
In designing a hatchery, ample space should be provided for the rearing and support facilities needed in the operation. A functional hatchery should have the following essential components:
The major constraint in hatchery operation of tiger shrimp is the limited supply of spawners from the wild. Hence, eyestalk ablation techniques can be used to augment the scarcity of spawner supply. Thus, maintaining ablated shrimp in maturation tanks would ensure a constant supply of gravid females.
The shape of maturation tanks can either be circular, rectangular or oval. The tank capacity may vary from 5 to 40 tons with depth ranging from 1.2 to 2 meters. If the shrimps are kept for less than 5 weeks, bottom substrate is not needed in the tank. The tank is installed with an inlet pipe from the wall and a double cylinder standpipe at the center for drainage. This system facilitate continuous flow-through of sea water. (Fig. 1).
Spawning tanks should be circular with a flat or conical-shaped bottom. Water holding capacity may vary from 50 liters to 1.5 tons. The tank can be made of fiberglass, Plexiglass, plastic or marine plywood. The tanks are used to temporarily hold the gravid females until spawning (Fig. 2).
Two types of rearing tanks are being used to rear the newly hatched larvae. In Japan and Taiwan, larger tanks with a capacity of more than 50 tons are being used. In Southeast Asia, most of the hatcheries use smaller larval rearing tanks of about 3 tons capacity. Hatchery operators called the latter system of larval rearing as the Small-Tank Hatchery System which originated from the Galveston Laboratory in the USA and the former system as the Large-Tank Hatchery System which originated in Japan.
3.2.3.1 Small Tank System
The larval rearing tank may be circular, rectangular or oval in shape with tank capacity ranging from 0.8 to 3 tons. The bottom of circular tanks may either be flat or conical. Rectangular or oval-shaped tanks always have flat bottom. The circular tank is usually 1.8 m in diameter and 1.2 m in depth with a central double cylinder standpipe drainage system which can be used for continuous flow of sea water when the larvae reach mysis or post larval stage. Rectangular tank is about 1.5 × 5 × 1 m in size. The drainage pipe is set at the side of the tank. The drain pipe is also used for harvesting. In all types of tanks, sea water is delivered into the tank through an inlet pipe installed at the top of the tank (Fig. 3).
3.2.3.2 Big Tank System
The tanks used are rectangular or square in shape with capacity varying from 50 to 2000 tons or more (5 × 5 × 2m or 20 × 50 × 2m). The tanks can either be located outdoors or if located indoors, transparent roofing should be provided to allow for sources of sunlight (Fig.4). In a big tank system, spawning, hatching and larval rearing operations are done in the same tank. The larvae are reared for 35–40 days (PL25-PL30).
Fig. 1. Cross-sectional of 12 tons ferrocement broodstock tank.
Fig. 2. A 250-liter fiberglass spawning tank.
Fig. 3. Cross-sectional detail of 2.5-tons ferrocement larval rearing tank
In mass cultivation of live food organisms, size of tanks used usually ranges from 1 to 20 tons. The tanks can be made of either fiberglass, polyethylene, marine plywood or concrete. On the average, the total tank capacity for live food culture is about 20% of the total tank capacity for larval rearing (Fig. 5).
The water storage tank is normally elevated to effectively distribute water by gravity to the hatchery. The water storage tank capacity should be at least 20% of the larval rearing tanks. Storage tanks are normally constructed out of reinforced concrete to withstand the water pressure.
When the water is turbid, installation of a filtering screen and sand filter unit becomes necessary. The filter chamber may be constructed adjoining the holding tank. There are two types of filter systems: (a) gravity filter where water is pumped into the filter chamber over the surface of the filter bed and allowed to pass through the filter material by gravity to the holding chamber which is located under the filter chamber (Fig. 6) and (b) reversing filter (Fig. 7) where water is pumped directly to the space under the filter chamber and pumped upward through the filter to the surface and on to the holding tank. In both systems, the filter chamber usually contains either white sand, charcoal, gravel, or all the three as filter material. The advantage of the reverse system is that water pass slowly through the filter material and the whole surface area of the filter is utilized. It is easy to backwash by spraying water from the surface of the filter and the detritus underneath are easily washed out. On the other hand, gravity filter method allows water to pass through the water chamber too fast and do not fully utilize the surface area of the filter unless it is provided with a pipe spray water over the whole surface area. The disadvantage of the gravity filter system is that the filter is easily blocked with detritus after a few days of operation resulting in turbid water and difficulty in back-washing.
Fig. 4. Detail of layout, cross-sectional of 40-tons concrete nursery tank.
Fig. 5. l- TON FIBERGLASS TANK UTILIZED FOR ALGAE CULTURE
Fig. 6. A gravity water filter.
Fig. 7 Water storage and filtration tank.
Aeration is essential during the entire larval rearing process in maintaining sufficient dissolved oxygen concentration in the water, ensuring even water temperature throughout the water column through turbulence and also help reduce the ammonia content in the water.
Aeration may be provided with a roots blower (Fig. 8), rotary blower or an air compressor. A blower provides large volume of low pressure air while an air compressor provides small volume of high pressure air. An air blower runs continuously while a compressor which is equipped with the pressure tank runs whenever the pressure is low. The compressor automatically switches on when pressure drops below a pre-determined level. In a hatchery, low pressure air available at large volume is more desirable than high pressure air at small volume. Moreover, the hatchery tanks are seldom more than two meters deep. Rotary air blowers are not designed for oil free operation and have a tendency to blow oil particles into the air line producing oil slicks on the surface of the water. Air filters at the inlet and outlet pipes are therefore needed. When the capacity of an air blower is less than 10 HP, ordinary air filters for automobile may be used at the inlet pipe, however, for blowers with high horsepower ratings, synthetic foam can be used. Adjustable pressure tank with resin glass beads or Bagasse as filter materials are used for the outlet pipes. The roots blower is more appropriate for hatchery purposes because it seldom breaks down, less complicated to use and does not produce oil slicks. The performance data on capacities and power based on air at inlet of the roots blower is given on Table 2.
In culture tanks with depth less than 2 meters, an air pressure of about 0.2–0.3 kg/cubic centimeters and a volume of 4–5 liters/m2/minute is sufficient to oxidize the dissolved organic matter in the tanks.
Since continuous aeration is essential to the survival of larvae in high density, any prolonged power interruption would seriously affect the culture organisms in the tank. Thus, it is essential to install an automatic switch which starts a standby generator whenever there is a power failure. A battery operated warning device to signal the crisis and the required operation of the standby generator can also be used.
Fig. 8. A Roots Blower
Table 2 Performance Data of Root Blower
| SIZE | DISCH DIA | R.P.M. | Pressure kg/cm2 | Capacity m3/min Power KW | |||||||||||
| 0.1kg/cm2 | 0.2kg/cm2 | 0.3kg/cm2 | 0.4kg/cm2 | 0.5kg/cm2 | 0.6kg/cm2 | ||||||||||
| No. | r.p.m. | m3/min | KW | m3/min | KW | m3/min | KW | m3/min | KW | m3/min | KW | m3/min | KW | ||
| BS 32 | 1 1/4B | 1 | 1700 | 0.57 | 0.2 | 0.42 | 0.3 | 0.25 | 0.5 | 0.14 | 0.7 | ||||
| 2 | 1850 | 0.64 | 0.3 | 0.4 | 0.3 | 0.37 | 0.6 | 0.24 | 0.8 | 0.1 | 1.0 | ||||
| 3 | 1950 | 0.70 | 0.3 | 0.5 | 0.5 | 0.42 | 0.7 | 0.32 | 0.8 | 0.2 | 1.1 | ||||
| BS 50 | 2 B | 1 | 1000 | 1.18 | 1.4 | 0.9 | 1.5 | 0.72 | 1.6 | 0.55 | 2.0 | 0.4 | 2.3 | 0.26 | 2.6 |
| 2 | 1150 | 1.42 | 1.4 | 1.2 | 1.6 | 1.02 | 2.2 | 0.85 | 2.3 | 0.6 | 2.7 | 0.55 | 3.1 | ||
| 3 | 1300 | 1.62 | 1.5 | 1.4 | 1.7 | 1.25 | 2.2 | 1.07 | 2.6 | 0.9 | 3.1 | 0.77 | 3.6 | ||
| 4 | 1450 | 1.87 | 1.6 | 1.7 | 2.1 | 1.52 | 2.5 | 1.36 | 2.9 | 1.2 | 3.5 | 1.05 | 4.1 | ||
| 5 | 1600 | 2.10 | 1.7 | 1.9 | 2.2 | 1.70 | 2.6 | 1.65 | 3.2 | 1.5 | 3.9 | 1.40 | 4.5 | ||
| BS 80 | 3 B | 1 | 850 | 2.7 | 2.3 | 2.3 | 2.6 | 2.03 | 2.9 | 1.81 | 3.3 | 1.6 | 3.9 | 1.49 | 4.5 |
| 2 | 1000 | 3.2 | 2.6 | 2.9 | 2.9 | 2.60 | 3.1 | 2.35 | 3.4 | 2.1 | 4.1 | 1.85 | 5.0 | ||
| 3 | 1250 | 4.0 | 2.6 | 3.7 | 3.1 | 3.50 | 3.7 | 3.30 | 4.2 | 3.1 | 5.0 | 2.90 | 5.8 | ||
| 4 | 1360 | 4.7 | 2.6 | 4.3 | 3.1 | 4.10 | 3.8 | 3.85 | 4.7 | 3.6 | 5.4 | 3.40 | 6.3 | ||
| 5 | 1500 | 5.0 | 2.9 | 4.7 | 3.4 | 4.40 | 4.2 | 4.15 | 4.9 | 3.9 | 5.8 | 3.70 | 7.9 | ||
| BS 100 | 4 B | 1 | 850 | 4.1 | 3.7 | 3.6 | 4.1 | 3.3 | 4.7 | 3.0 | 5.9 | 2.7 | 6.7 | 2.6 | 7.5 |
| 2 | 1000 | 4.9 | 3.7 | 4.2 | 4.3 | 3.9 | 5.2 | 3.5 | 6.4 | 3.3 | 7.7 | 3.0 | 9.0 | ||
| 3 | 1150 | 6.1 | 3.9 | 5.7 | 4.5 | 5.5 | 5.8 | 5.1 | 6.8 | 4.9 | 7.9 | 4.7 | 9.5 | ||
| 4 | 1250 | 6.5 | 5.0 | 6.1 | 5.8 | 5.8 | 7.4 | 5.5 | 8.5 | 5.3 | 9.6 | 5.1 | 11.1 | ||
| 5 | 1450 | 7.5 | 5.0 | 7.1 | 6.0 | 6.7 | 7.6 | 6.5 | 8.7 | 6.3 | 10.6 | 6.1 | 12.7 | ||
| BS 125 | 5 B | 1 | 750 | 8.6 | 5.3 | 8.0 | 6.3 | 7.3 | 7.5 | 6.5 | 10.6 | 6.5 | 12.4 | 6.2 | 14.3 |
| 2 | 950 | 11.1 | 5.8 | 10.5 | 7.2 | 9.9 | 8.9 | 9.5 | 12.1 | 9.1 | 14.3 | 8.8 | 16.1 | ||
| 3 | 1030 | 12.3 | 6.0 | 11.7 | 7.7 | 11.2 | 9.6 | 10.8 | 13.0 | 10.3 | 14.8 | 9.9 | 17.5 | ||
| 4 | 1230 | 14.5 | 6.8 | 14.0 | 8.9 | 13.4 | 12.8 | 12.9 | 16.6 | 12.4 | 18.5 | 12.0 | 21.2 | ||
| 5 | 1400 | 17.7 | 11.2 | 17.0 | 13.3 | 16.5 | 16.0 | 16.0 | 19.7 | 15.5 | 22.5 | 15.1 | 27.6 | ||
| BS 150 | 6 B | 1 | 850 | 15.8 | 9.6 | 14.5 | 12.0 | 13.5 | 16.6 | 12.7 | 19.2 | 12.0 | 22.6 | 11.5 | 26.9 |
| 3 | 950 | 18.3 | 10.1 | 17.0 | 13.0 | 16.0 | 17.5 | 15.0 | 20.3 | 14.2 | 25.5 | 13.6 | 30.0 | ||
| 2 | 1030 | 20.2 | 11.2 | 19.2 | 14.4 | 18.2 | 19.2 | 17.5 | 22.3 | 16.5 | 28.2 | 16.0 | 32.0 | ||
| 4 | 1200 | 23.7 | 13.5 | 22.8 | 18.0 | 21.8 | 22.6 | 21.2 | 27.7 | 20.2 | 32.5 | 20.0 | 36.8 | ||
| 5 | 1300 | 27.2 | 14.0 | 26.0 | 18.0 | 24.8 | 24.6 | 24.0 | 31.1 | 23.0 | 35.8 | 22.2 | 42.1 | ||
| 6 | 1400 | 28.5 | 14.9 | 27.5 | 22.0 | 26.5 | 27.7 | 25.5 | 32.9 | 24.6 | 39.7 | 24.0 | 45.0 | ||
Seawater can be drawn directly from the sea (Fig.9) or from a sump pit (Fig. 10). If the course of the water is relatively clear, the water can be pumped directly into the overhead filter tank and stored in the reservoir or storage tank. Water is then gravity-fed to various culture tanks through its delivery pipes. However, it the water is turbid and contains a high concentration of suspended solids, the water is pumped first into a sedimentation tank where the suspended solids are allowed to settle down and the clearer water on the top is pumped into the filter tank. Sometimes when the water source is far from the shore due to low tide and if large quantity of water is needed continuously, the intake pipe should be laid horizontally from the littoral zone to the underground sump pit and the filter tank. Whenever possible, the seawater should be drawn directly from a tube well. Water from the tube well is usually clear and clean water is needed, it can be pumped directly into the filter tank.
3.2.8 Marine pumps
Centrifugal and submersible pumps are commonly used in hathery operation. Centrifugal pump is more desirable in the big hatchery because it has a higher total head capacity (Fig 11). (Total head is the difference in elevation between the surface of the source of water and the point of discharge).
The selection of the size and type of marine pump depends on the size of hatchery and the daily water requirement. For the small or backyard hatchery, a submersible pump with a discharge pipe diameter between 1" to 4" and a discharge capacity of 6–20 tons/ltr is sufficient to provide the water needed. Medium and large hatcheries normally use centrifugal pumps. The size of the pump depends on the total water requirement per day and the maximum pumping time. The power required can be calculated with the following formula:

| Where Pm | = output prime mover (kw) |
| r | = specific gravity of water to be handled (gm/am) is normally 1.0 |
Fig. 9. Direct sea water intake
Fig. 10. Sea water intake through sumpit
Construction of one-side centrifugal suction pump (turbine pipe)
CAPACITY - m3/h
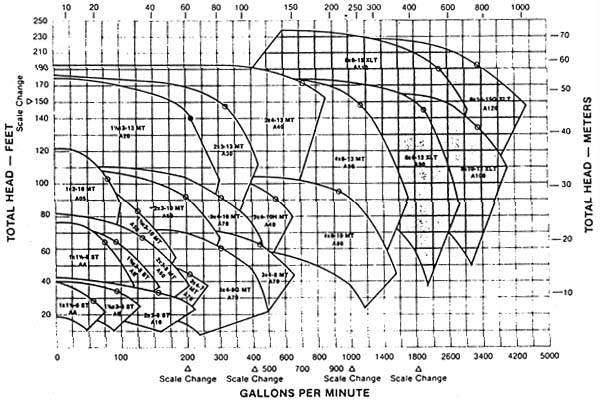
Fig. 11. Centrifugal marine pump
Table 3. Relation between pump diameters and standard efficiencies np
| Diameter (mm) | Efficiency (%) |
| 50 | 45 |
| 65 | 50 |
| 75 | 55 |
| 100 | 60 |
| 125 | 65 |
| 150 | 70 |
| 175 | 72 |
| 200 | 73 |
| 250 | 74 |
| 300 | 75 |
| 400 | 76 |
| 500 | 77 |
| 600 | 78 |
| 800 | 79 |
| 1000 | 80 |
| 1300 | 81 |
| 1500 | 82 |
| 2000 | 83 |
Table 4. Transmission efficiency nt
| Type of transmission | nt |
| Direct coupling | 1 |
| Flat belt | 0.90 |
| V-belt | 0.95 |
| Spur gear, 1-stage | 0.92 to 0.95 |
| Helical gear, 1-stage | 0.95 to 0.98 |
| Bevel gear, 1-stage | 0.92 to 0.96 |
| Planetary gear, 1-stage | 0.95 to 0.98 |
| Fluid coupling | 0.95 to 0.97 |
Table 5. Coefficient of allowance a
| Kind of prime motor | a |
| Induction motor | 0.1 to 0.15 |
| Engine with small output | 0.15 to 0.25 |
| Engine with large output | 0.10 to 0.20 |
| Q | = | pumping capacity m3/min |
| H | = | total head (meter) |
| Np | = | pump efficiency (Table 3) |
| Nt | = | transmission efficiency (Table 4) coefficient of allowance (Table 5) |
Example 1. To calculate the power requirement of pump.
| Water requirement | 300 tons/day |
| Maximum pumping time | 5 hours |
| Total head (H) | 20 meters |
| Discharge (Q) |  = 60 tons/hr = 60 tons/hr |
| = 1 ton/min | |
| = 1 m3/min |
Marine pumps are connected with induction motor by direct coupling.
| (Ht) | = | 1 |
| ( ) | = | 0.1 |
| = | Pump efficiency | |
| Np | = | 0.65 |
Discharge pipe is 125 mm.


= 5.5 KW
Once the project site is selected and production target defined as an aerial survey of the proposed site will help to determine the perimeter of the area. An aerial view would show the important topographic characteristics such as rivers, shoreline, mountain and low lying plains. A master plan of the hatchery is then made. Lay-out of the hatchery should provide a schematic design of the location and integration of various facilities such as buildings, broodstock tanks, larval rearing tanks, nursery tanks, spawning tanks, pump house, air supply and power house, laboratory, staff house, piping for water supply and drainage canal. The lay-out plan should include the exact dimension, locality, shape and size of said facility. Examples of a simple lay-out of small, medium and large scale hatcheries are shown in Fig. 12, 13.
Technical drawing should show the detail structure of the facility and size and quantity of support materials needed to ensure stability of the facility. From the technical drawing, the owner can roughly estimate the cost of construction. Since the technical drawing presents details of the structures such as thickness of the tank wall, amount and size of iron bars and mixing proportion of concrete, the price of these materials will be easy to canvass to arrive at the cost estimates.
However, estimations of construction costs should be done item by item, before making the total estimation. In the total estimates, labour cost should be included.
Construction should be closely supervised because the contractor is well versed only with the engineering aspect and does not have any knowledge of the biological requirements.
![]()
![]()
![]()