![]()
![]()
![]()
6.1. Types of mound
6.2. Making a typical mound or earth kiln
6.3. Casamance kiln
6.4. Collecting tar from the Casamance kiln
6.5. Cost of charcoal produced by the Casamance earth mound (from experience in Senegal)
6.6. The Swedish earth kiln with chimney
The alternative to digging a pit is to stack the wood above the ground and cover the stack with earth. This method is also very old and is widely used in many countries. One finds many variations of the basic method. Studies have been made in some countries to optimise the design. The Swedish work in this area some years ago is notable. Essentially the process is the same as the pit - the wood to be carbonized is enclosed behind an air-tight well made from earth, a universally available material wherever wood is grown. The earth mound is preferred over the pit where the soil is rocky, hard or shallow, or the water table is close to the surface. By contrast the pit is ideal where the soil is well drained, deep and loamy. The mound is also more practical in agricultural zones where fuelwood sources may be scattered and it is desirable to make the charcoal near a village or other permanent site. A mound site can be used over and over again, whereas pits tend to be used a few times and then new ones dug to follow the timber resource. Also where the water table is close to the surface or drainage is poor, pits are not practical. The repeated digging of pits also disrupts cultivation for crops or pasture. The fuelwood to be carbonised, in a mound can also be gathered slowly over a period of months, stacked in position and allowed to dry out well before covering and burning. This fits in well with the life style of a small farmer who may gather scrap wood, branches and logs and stack them carefully to form the mound. After some months, depending on the season, charcoal prices and so on, he covers the mound with earth and burns the charcoal. A small cash income is produced this way which requires no initial cash outlay.
The mound or earth kiln system is versatile. It is suitable for sporadic small scale charcoal production and yet is also adaptable for large scale production. The now defunct charcoal iron industry of Sweden in 1940 produced more than 80% of its charcoal this way. The mound system was improved in Sweden through research, the main improvements being the optimization of the flue system and use of an external chimney to improve gas circulation. (2).
A hybrid system containing elements of the earth mound and the pit is used in some parts of Africa. A rectangular pile of evenly cross cut logs is stacked on a grid of crossed logs, to allow gas circulation. The volume of the pile is usually about 5-8 cubic metres. The completed pile is then sealed behind earth walls made by ramming earth between the piled wood covered with leaves and a supporting wall of saplings or boards held by stakes. The top of the pile is covered with leaves and earth as in pit burning systems. An opening in the side wall is left for starting the burn and, when this fire is well established, the wall is closed with earth and boards in the same way. Inlets for air are opened at the base of the pile and are used to control the rate of burning.
Attempts have been made to operate a modified form of this system on a larger scale using earth moving equipment. Large logs are rolled into a shallow excavation and further logs rolled and piled on top, using a bulldozer. Foliage is spread over the pile and earth is bulldozed over the heap to cover the fuelwood. A fire is lit at one or more points and, when burning well, the fire points are scaled with earth. The system is successful where no air leaks occur in the cover. In practice, poor yields of charcoal are common because it is difficult with large logs rolled into place to get a well packed stack, gas circulation is erratic and large amounts of uncarbonised wood result. Sealing of the piles is difficult and, at times, dangerous for the operator to repair. The result is that air leaks are not controlled and the charcoal is reduced to ashes in some parts of the pile before the remainder has been carbonised properly. A further problem is that unless the operations of the heavy earth-moving equipment are well managed with adequate maintenance and spare parts, the operating costs tend to get out of hand and the whole operation becomes unprofitable. As a rule, it is difficult to combine high capital cost equipment with a technologically primitive charcoal burning system and expect the operation to be profitable overall unless the quality of management is first class.
The problem of obtaining and maintaining over the whole period of the burn effective sealing against air, and good circulation, are the main factors limiting the size of pit and mound burning systems. It is difficult to detect leaks in the covering and in very large pits and mounds difficult to repair them.
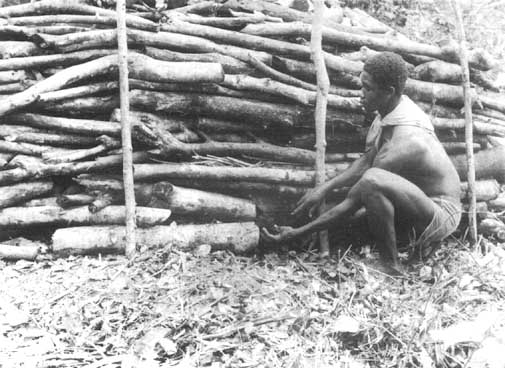
Photo. 10. Earth mound kiln under construction showing firing point. Ghana. Photo Lejeune.
The typical village type charcoal burning mound is about four metres in diameter at the base and about 1 to 1.5 m high, approximately a flattened hemisphere. About six to ten air inlets are made at the base and an opening at the top about 20 cm in diameter allows exit of smoke during burning. All openings must be sealed with earth when burning is complete and the mound is allowed to cool.
A space about 6 metres in diameter is cleared, levelled and compacted. It should be well drained. A post about 2 metres tall is sometimes erected at the proposed centre of the pile of fuelwood to assist in stacking the wood, to give stability to the pile and to provide a support for the operator when the pile is being covered with earth and the top smoke hole made, and later when the pile is lit. The pole is usually removed before lighting to provide a central opening through the pile.
A grid of crossed small logs about 10 cm diameter is first laid on the ground radially to form a circle about 4 metres in diameter. The wood to be carbonised, is then packed densely on this platform whose purpose is to allow the fire and hot gas to circulate properly. The longer pieces of fuelwood (up to 2 metres long) are stacked vertically leaning against the centre pole. The shorter logs are placed vertically towards the periphery so as to develop a more or less regular profile. Gaps between logs are packed with small wood to make the pile as dense as possible. The surface of the pile is packed out with small fuelwood as necessary, to give as even a profile as possible, and provide good support to the earth covering. It is good practice to allow the piled wood to dry out for as long as possible and to cover the pile during dry weather. To seal the pile, first straw, leaves, coarse grass, etc., are spread over the pile and then earth or sand spread over this layer. A sandy soil or loam which has low shrinkage on drying is preferable. Very plastic clays with a marked tendency to crack and shrink on drying and heating should be avoided. Charcoal fines can be mixed with the earth. The thickness of the covering will vary depending on the smoothness of the wood pile, but around 10-20 cm is typical. The coating should be checked to seal all cracks and to check that the air holes at the base of the mound remain open.
If necessary, the earth covering is allowed to dry out about one day and then firing can be started. A shovel of burning wood and charcoal is put in the hole at the top of the pile and this ignites kindling wood placed on top of the wood pile. Dense white smoke issues from the top indicating that the fire has taken hold. Over a few days the smoke turns bluish and finally becomes practically clear. The time needed to complete a burn depends on the moisture content of the fuelwood and the evenness of the gas circulation inside the pile. The operator must feel for cold or hot spots on the walls and open or close the air vents below them. Red heat must not be visible through them at any stage. If this appears, the vent must be closed. Cracks which may form in the covering must be filled with soft sandy soil. When burning is judged complete, the opening at the top and all the vents at the base must be carefully closed with bricks or stones sealed with clay. The mound will cool in about two or three days, if small.
When the earth kiln is cool it can be opened. About 100 litres of water must be available to extinguish any fires. Since high productivity is not normally associated with earth mounds, they can usually be left long enough to fully cool down before they are opened.
The fully burned lump charcoal is separated from fines and "brands", and placed in bias or baskets for sale. The burned earth from the pile can be set aside and recycled for covering new mounds after it has weathered.
Yields of charcoal vary with skill of burning, dryness of fuelwood and air-tightness of the mound. Yields of 1 ton of charcoal from 4 tons of air dry fuelwood represent good practice. Yields of 1 ton from 6 tons fuelwood are more common.
This type of mound has been modified by inserting a central chimney made of old oil drums welded together. Experiments carried out with this modified system in Senegal have shown good results. The chimney improves gas circulation which reduces the amount of brands and speeds up the carbonization. Less brands means an improved yield of charcoal. This modified earth kiln called a Casamance kiln is shown in fig. 3 and described in the following section.
The base is made up of two layers of small and medium sized wood (16). For the first layer, the wood is evenly laid out radially around the central point of the base and, for the second layer, the wood is tangentially arranged across the first layer. The base plays an important part for it assures air flow in the mound.
The layers composed of large billets (40 cm diameter) are arranged to within 50 cm of the extremity of the base starting from the centre.
The medium sized billets (20-40 cm) surround them and give strength to the mound. They cover almost the entire remainder of the base.
The last ring is composed essentially of short wood (20-40 cm in diameter) arranged on the outer extremity of the base. The diameter of the base varies according to the volume of the mound.
For a mound of 30 m³ a base of at least 3 m radius is needed.
For a mound of 90 m³ a base of at least 4 m radius is needed.
For a mound of 100 m³ a base of at least 5 m radius is needed.
The mound is covered with grass and shrubs and then sand or loam. The chimney is placed at the edge of the pile as in the diagram, with its base opening connected to the base of the pile. The site of the mound should be cleared by rake and roots and stumps pulled out.
Fig. 3. - Casamance kiln, 100 steres
Rules for carbonization
Once the fire is started constant supervision by the burners (3) is needed until carbonization has finished. The mound is lit in the central hole by throwing in live coals. When the fire has started (15 to 20 minutes) the central hole should be closed. Ventilation holes should be opened every 3 to 4 metres around the base of the mound. A hole should never be made near the chimney as this will only reduce the draught in the rest of the pile. If smoke does not rise out of the chimney, a small fire should be lit in it to make it draw.
As carbonization advances the mound sinks progressively and holes may appear which should be immediately blocked with grass and sand. The chimney should be removed if the side on which it is situated seems to be completely carbonised.
The different stages of carbonization are:
- Heating up: from the ambient temperature to 100°C- Dehydration: between 100 and 120°C
- Exothermic stage which begins at 270°C, reaching 500 to 700°C when carbonization is complete.
- Cooling during which the chimney is removed and the mound is hermetically sealed.
After cooling the mound is opened with the aid of rakes beginning at the base. The opening should be closed after a part of the charcoal has been removed and this procedure should be continued until the operation is completed.
The fresh charcoal from the mound should be covered with sand to prevent ignition. This avoids loss in quality caused by extinguishing it with water. Only lump charcoal should be put in bags: brands and fines should be discarded. The bags should be closed with twine to which a cardboard label should be attached, for control purposes, indicating the weight and number of the mound.
The brands should be carbonised in the next kiln. Carbonization is at an end when the smoke starts to diminish and turns blue. From this moment it is the charcoal itself which is burning, hence the necessity to withdraw the chimney and close the mound hermetically. During the exothermic decomposition stage by-products are collected as condensate from the base of the chimney. The condensate is a mixture of wood tar and pyroligneous acid. (See section 4). The Casamance mound is based on reversed draught, i.e. air flows in from the bottom of the vent holes and warm gas instead of escaping from the top, flows down and through the chimney which is connected to the base of the mound. During the cooling stage the charcoal burners should begin building the next mound, starting with the construction of the base.
Collecting condensate from the base of the Casamance kiln chimney has certain problems which cannot be overlooked. The theoretical volume which can be condensed is considerable and consists mainly of water of no value. From 100 steres of wood (a large Casamance kiln) about 21 metric tons of condensate can be produced. This would require about one hundred oil drums to contain it. The condensate is mostly useless water which is corrosive and contaminates the environment due to its content of acetic and related acids. About two metric tons of tar could be collected, which would fill about 10 drums, assuming none is burned on its way to the chimney. In practice it is essential to allow all the water and acidic substances to pass up the chimney as vapour and escape into the air in the normal manner. Dilution in the atmosphere reduces their contaminating and irritant effects. This is achieved by keeping the chimney hot and avoiding cold winds. Some tar is lost but this is unavoidable with such a simple system; otherwise the collection pit will be flooded by condensate and the area seriously contaminated. Where cold atmospheric operating conditions cause excessive water condensation, the lower section of the chimney must be insulated or a brick chimney built. Keeping the chimney hot, i.e. about 100°C, ensures a steady draught which permits proper circulation of the gases in the kiln with good carbonization. Tar will still be condensed. For more information on collecting and processing condensate from wood carbonization, see chapter 12.
Data given is for a mound of 100 m³ size.
Costs and prices in CFA Francs (in 1978 1 US$ = 310 F.CFA approx.)
1 stere of fuelwood yields 120 kg charcoal.
Manpower: 3 burners per mound.
Production cost for 12 000 kg. of charcoal
|
|
|
% of total |
|
100 steres fuelwood at 550 F.CFA per stere |
55,000 |
28.0 |
|
Labour, including packing |
77,040 |
39.2 |
|
Loading trucks at kiln site at 250 F.CFA/ton |
3,000 |
1.5 |
|
Transport to main depot |
10,449 |
5.3 |
|
Unloading at main depot |
2,200 |
1.1 |
|
Bags |
15,000 |
7.6 |
|
Tax at 1.5 F.CFA kg. |
18,000 |
9.2 |
|
|
180,689 |
91.9 |
|
plus contingency costs at 10%, cost w/o tax |
16,000 |
8.1 |
|
Cost of charcoal in depot = 16.40 F.CFA/kg. |
196,689 |
100% |
Transport to major markets:
a) to Ziguinchor (1.81 F.CFA kg): 18.21 F/kg
b) to Dakar (8.00 F.CFA kg): 24.40 F/kg
Profit and loss on sales in
a) Ziguinchor: market price F.CFA 20/kg
Profit = +1.79 F/kgb) Dakar: market price F.CFA 22.5/kg
Loss = 1.9 F/kg
The charcoal iron industry of Sweden (2, 23) brought the design and operation of large mound type furnaces to a high stage of perfection. The main improvements were the use of an external chimney connected to a flue constructed beneath the pile and adoption of a circular ground plan for the pile which reduced heat loss during carbonization and improved gas circulation.
Fig. 4
A - fuelwood
B - carbonisation zone
C - charcoal zone
Although these furnaces formerly produced very large amounts of charcoal for the iron smelting industry they have been superseded in the charcoal iron industry by the brick kiln systems used in Brazil, Argentina and south east Asia.
The kiln is built in the following manner:
The bottom of the base is covered with logs forming a grate or crib on which the wood is piled vertically. The grate forms a free space between the bottom and the wood charge through which the air necessary for the carbonization process pases. The piled wood is covered with leaves and grass and then earth about 20 cm thick.The pile has an outside stack made of steel drums, which is connected to the pile through a flue cut into the ground, running under the pile and covered with round loge. The pile has a number of air vents located around the circular base.
The carbonization process is started by introducing a torch into the firing flue opposite the stack. This type of pile is reported to be easy to operate to produce good charcoal quality with a yield of 55% charcoal to wood by volume. The pile's volume varies from 100 to 250 m³ of wood. The whole cycle takes 24 days; four days for charging, six days for carbonization, ten days for cooling and four days for discharge. Due to the high carbonisation temperature, approximately 550°C, and the slow process, the charcoal produced in Swedish earth kilns has a high proportion of fixed carbon, low volatile matter and consequently a low bulk density, 130 to 160 kg/m³ for charcoal made from coniferous trees. Due to its low volatile content it has a very low tendency to self ignition. However, the use of earth kilns for large scale commercial operations producing metallurgical charcoal is no longer considered feasible for the following reasons: The kiln must be completely rebuilt after each cycle. The production cycle of 24 days is too long. The kiln operation, although basically simple, requires considerable skill, experience and even a certain degree of artistry. Wherever simplicity of construction and operation, flexibility and mobility are desired, the simple brick beehive kilns give good yields with operational simplicity and speed of operation.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}