![]()
![]()
![]()
6.1 Introduction
6.2 Design
6.3 Supporting the structure
6.4 Keel, backbone and stem construction
6.5 Frame, web and floor construction
6.6 Setting up the frames
6.7 Sheer or gunwale
6.8 Knuckle line
6.9 Fairing in the frames
6.10 Beamshelf construction
6.11 The hull reinforcement
6.12 Liner tubes for stern gear and rudder gear
6.13 Plummer block supports
6.14 Engine bed construction
6.15 Bilge keels
6.16 Requirements for fitting a nozzle
6.17 Preparatory work prior to casting
6.18 Casting procedure
6.19 Curing the hull
6.20 Water testing and finishing off
The construction technique illustrated in this document is based on the method used for FAO in India, when three different fishing boat designs were built at the Central Institute of Fisheries Nautical and Engineering Training, Cochin, Kerala.
A well tried and tested technique was employed for the training courses because it offered the best way of imparting training to those participants who had no previous experience of ferrocement as a boatbuilding material and to those who were inexperienced in boatbuilding. However, the Institute had a small team of boatbuilders experienced in timber fishing boat construction.
The decision to build the hulls in ferrocement, including floors, web, engine beds, and beamshelf, was not a reflection on the material, but considered justified due to the tight training and construction schedule. If there had been more time available, at least the decks, bulkheads and all coamings would also have been constructed in ferrocement with a commensurate saving in cost and use of timber. The decision to build the remainder of the vessel in timber shows that ferrocement can be married easily to other materials.
All builders and naval architects using ferrocement as the construction material must be aware that ferrocement has its own characteristics, and therefore a new or modified design should make best use of these.
The likely increased hull weight particularly for the smaller vessels will need to be taken fully into account, although the actual amount of increase will reduce considerably the larger the vessel becomes.
It will be necessary to know the actual weights of scantlings to be used (perhaps requiring some local test work), to be able to calculate the stability, besides modifying some areas in the design compared to those normally used.
For example, the stem and transom need well radiused edges. The flat areas in any part of the design need to be kept to a minimum, to make better use of the strength of the material that is provided by curves.
Looking further into a design, longitudinal and transverse stiffening, floors, engine beds, bulkheads, and equipment supports, besides the requirements of the deck and superstructure, will need to be examined to suit the needs of the material as well as the design as a whole. In the fitting out, vulnerable areas should be given additional protection to offset likely impact damage, eg; in way of otter boards, net haulers, and rubbing strakes. Bulwark webs will need protection in way of the working areas of the deck.
As mentioned earlier (see page 11) on the subject of roof trusses, it is convenient that rolled steel joists (R.S.J.) of 150 mm x 75 mm (or similar) are located and adequately fixed to the trusses in a position which aligns to the centre line of the hull in the workshop. This will help to provide some of the support for the hull that is necessary to keep the completed reinforcement steady whilst construction, casting and curing takes place, although the keel jig and floor will take the actual weight of the construction.
At this stage it will be useful to have the FP (forward point), AP (aft point), and all station/frame centres, clearly marked on the sides of the RSJ. This will be of assistance at the frame setting up stage described later as well as for locating the keel jig.
As any ferrocement structure requires to be immobile during casting, prior thought should go into the needs of support at all stages of construction. The degree of support required obviously varies as to the size of craft being built and the additional cost which may be incurred.
Keel
The keel is in effect a long reinforced beam-like structure and requires a suitable jig sized for the width of the keel and supported by stands that are of an adequate strength, to take not only the completed weight of the boat (if it is to be kept on the jig for fitting out), but also allowing a satisfactory safety margin.
The nominal width of the keel for a fishing boat of 12-15 ms will be 150 mm and the keel declivity and distance from DWL can be taken from the lines plan and offset table. Knowing that it is better to keep the hull construction within 'working distance' and knowing the overall distance from the roof truss to the ground, as well as the completed height of the craft if being fitted out whilst still on the jig, it is possible then to arrive at how high the keel jig should be set off the ground and hence the necessary height of the keel jig supports.
It can be seen by referring to Fig. No. 9 that the jig is made up from an inverted 150 x 75 x 6 m/s channel and that the keel stands are made from 50 x 50 x 6 m/s angle with 40 x 40 x 3 stiffeners.
Fig. No. 9 also shows that removable sections have been allowed for in the construction of the jig for subsequent moving of the hull and for final removal of the keel jig.
Figure 9. Example of keel jig assembly
Frames
Each frame will require adequate transverse, vertical and diagonal bracing which, if placed in a desirable manner, will not only give support to the frames and the hull as a whole, but will provide a platform for the men whilst construction and casting takes place. By reference to the reinforcement details, (Fig. No. 10) it can be seen that 20 mm inside dia. ordinary black water pipe has been indicated for the bracing.
Figure 10. Typical frame and hull rod reinforcement
Adjustable tie bars are located between the roof RSJ and frame's top bracing to provide support whilst the hull construction takes place and to give fine tuning for location (ref. Fig. No. 11). This is why it is important that the member from which the tie bars are hung should not subsequently distort during hull construction.
Figure 11. Adjustable tie bar assembly
It is, therefore, necessary to know the height of the roof truss in relationship to the bracing of each frame so that the length of the adjustable tie bars can be calculated.
It will be noted from Fig. No. 11 that square hollow section has been chosen, with the smaller size outside measurement to match the inside measurements of the larger section. The tie bars are predrilled to facilitate adjustment (and therefore may be used for other craft) as well as being fitted with threaded rod lower ends for the fine tuning.
Stem and stern
The stem and transom, because of their natural overhang, require sufficient support to hold them in place whilst the setting up process continues and to help as extra support during the casting process. However, they should be so placed that they interfere as little as possible during casting.
The support is usually provided by means of an 'A' bracket made from mild steel angle iron. The size will be commensurate with the height of the bracket - usually 50 x 50 x 6 for the longer brackets and 40 x 40 x 3 for the shorter brackets.
During construction, mild steel water pipe or similar pipe is not used in any part of the structure apart from for bracing.
In the past, pipe has been used on a wide variety of craft but its use is not to be recommended unless it is anticipated to grout the internal passage of the pipe.
This operation may not be easy due to availability of the correct equipment and the difficulty to gain access to all the tubes after or even before casting the hull. Unless the grouting operation is carried out there will almost certainly be a fairly rapid corrosion to the pipe walls due to the presence of air and condensation.
As there is a wide diversity of keel and stem types for the array of different fishing boat designs around the world, one needs to take into account the following before a decision on the rod for construction can be made:
(i) length and height of hullKeel construction
(ii) width of keel and stem
(iii) type of stem plan and profile view required
(iv) accessibility, to ensure penetration whilst casting
(v) type of fitting to be attached after casting, eg: stem head
On the average 10-15 m vessel, the choice of rod diameter determined through previous experience will lay between 12 and 16 mm dependent on vessel type. In the case of a fishing boat with the operating conditions an uncertain factor, a rod of 16 mm dia. at closely spaced centres at the base of the keel is used.
With a keel width of 150 mm for example it will be found that with judicious spacing of 5 x 16 mm dia. rods leaving a gap of 14 mm between the rods, (see Fig. No. 12), there will be enough space for the mortar to penetrate using vibrating equipment whilst casting the keel area.
Figure 12. Typical keel reinforcement
5. Keel reinforcement on keel jig
With the keel jig having been set up in its correct location, levelled and set at the correct keel angle, the boat's station/frame centres should be clearly marked on each side of the channel extending through the top of the jig.
Semi temporary ties will be needed to locate the keel reinforcement as well as holding the reinforcement correctly when the frame setting up is carried out.
The ties can be made from square or rod with 10 mm dia. threaded rod legs, located to pass between the two outside 16 mm dia. rods in the keel reinforcement and through the top of the keel jig. These ties should be located adjacent to, but not interfere with, the base of the keel/frame legs and sufficient gap left for penetration of the mix for those which are left in position during casting.
After predrilling the keel jig top to suit the position and width of the keel reinforcement ties, the five 16 mm dia. keel rods can be located by using a simple jig made up to suit (see Fig. No. 13). The semi temporary ties can be located and tightened up to hold the rods in the correct location. Work can now proceed on the fabrication of the bottom rod network required in way of the rudder heel shoe. At the same time, any rod joins must be staggered, correctly prepared, and welded.
Figure 13. Useful tools

Attention should now be paid to the way the keel rods at the forward end will be connected into the stem. The centre rod will pick up the stem centre rod and, therefore, can be cut some 150 mm aft of a frame location on the start of the straight part of the keel. The outside pair of keel rods can be pre-bent to follow the foot of the keel stem and be allowed to fair into the stem at a point to suit the designed width of the stem. The inner pair of rods will take a line parallel to the centre line and be bent to suit the curve of the foot of the keel and cut off to suit their intersection with the outside pair of keel rods.
The 8 mm dia. rod can now be spot welded at mid-frame intervals across the top of the keel rods to hold them at their permanent location to each other. At this stage, marking the frame centres accurately across the top of the keel rods will prove useful for later construction. The temporary threaded ties may now be removed and the keel rods lifted off the keel jig and placed on appropriate trestles.
The wire mesh to be used on the hull, in this case 13 mm x 13 mm x 19 gauge galvanised welded mesh, can now be laid out on the workshop floor to the length required. Three layers are gently stapled together allowing three squares - 40 mm - overlap on the long edge on each layer.
The length of prepared mesh is now centred on the underside of the keel reinforcing rods and stapled to them using 16 gauge lacing wire/staples. The staples should be kept clear of the frame and temporary tie positions but at the same time stapled close enough, approximately 125 mm centres, to ensure the mesh is attached firmly and flat to the keel rod assembly.
On completion, the whole assembly can now be lifted back onto the keel jig, centred, and positioned accurately to the frame centres on 10 mm hardwood (Teak) or GRP spacers, positioned to miss the frame and temporary tie location but close enough to the frame location so as not to interfere with the mortar penetration. These spacers may be bevelled to ensure their retention in the mortar or removed after casting and the gaps filled with an epoxy filler.
Once the temporary metal ties have been tightened up, the projecting mesh may be gently eased down the side of the keel stand so as to interfere as little as possible with the ongoing work.
The keel strength may be further enhanced by the addition of rods placed after the frames are set up. These may be located at the rabbet line position and/or by the addition of a longitudinal web on the centre line of the keel. The requirement of either is dictated by the length and depth of the designed keel structure. It will be seen that after completion of the hull skin structure, a complete box reinforced girder is the result which will enable the keel to give enormous strength to the hull.
Backbone construction
At this stage a 16 mm dia. rod is bent to the profile line of the design, using the pattern made earlier (ref. item 2.10), from the tip of the transom on the centre line down to, and past, the end point of the ferro keel. Allow for marking in the centre line of the rudder shaft, centre line and station marks, as well as the temporary bracing that will be required. An allowance of 12 mm for the hull reinforcement and mortar cover outside the backbone rod should be made in this particular construction. After the fitting of the sterntube liner tube, the backbone rod will be reinforced further (see page 78).
Stem construction
The initial stem rod of 16 mm dia. will be bent to the stem pattern prepared previously (ref. 2.10) making a 12 mm allowance for the skin outside the stem rod. In this case the rabbet line follows all the way up the stem (as opposed to a ghost line sometimes used by designers). A 16 mm dia. rod is also bent to the rabbet line marked on the pattern, also allowing 12 mm inside the rabbet line. The two rods are cut at locations required for the insertion of steel pipe in way of the stem head fitting, for fixings whose size will normally have been advised by the designer. The inside diameter of the pipe should ideally be a little greater than the fixing bolt diameter plus galvanised cover. The stem head will be fixed with 16 mm dia. galvanised bolts, so the inside diameter of the pipe needs to be 18-20 mm.
Two 16 mm dia. rods are nailed temporarily to the pattern and a 6 mm dia. rod is zigzagged and welded at points approximately 115 mm apart on the stem and rabbet rod alternately (ref. Fig. No. 14). Once the assembly has been joined, before removing from the pattern, the top of stem, deck line, DWL together with the frame locations, are accurately and clearly marked (preferably painted with white emulsion paint each side of the mark to be made prior to scribing with a hacksaw blade).
Figure 14. Typical stem construction
The stem components should always be adequately but temporarily braced prior to being removed from the pattern board and the bracing will remain in position until support from the floor provided by 'A' frames are attached. This way there is little chance of distortion.
In setting the stem into its correct location a plumbob is used to locate the stem 12 mm aft of the FP. Working to the DWL position, the stem can be married up to the frame location and the stem rod cut to suit the end position of the centre rod in the keel.
The centre line rabbet rod will be joined at a point midway between frames, to a continuous 16 mm dia. rod located on the centre line 12 mm below the true rabbet line that runs the full length of the keel and connects to the backbone. It will be fixed into position after the frames are set up.
Two additional 16 mm dia. rods are bent to the rabbet line allowing the 12 mm allowance for skin thickness on each side of the stem. These two rods are joined by 6 mm dia. SBHD (semi bright hard drawn) rods set at 350 mm centres from the top of the stem. After fitting the frames, the rabbet rods will have 6 mm rods spaced at 50 mm centres welded across them on the inside face of the stem. The two outside rabbet rods will be terminated on the forward side of a frame nearest to the end of the straight part of the keel when it has been set up.
Later in the construction, the inside face of the stem will be meshed and stapled after access holes for vibrating poker ends have been cut through the centre rabbet rod at points to provide complete 'infill' when the stem is vibrated during casting.
Alternatively, if the rabbet line is designed as a ghost line and additional stem strength is required, this can be achieved by creating a web down the stem's length or by making an artificial inner surface to create a triangular reinforced section.
Frame rods
The frames are made directly off the body plan board patterns. As the completed frames are likely to be fairly heavy and awkward to handle, it is more convenient if the pattern boards are laid on a suitable flat area and constructed in the workshop adjacent to the hull to be constructed. The first consideration in making the frames is to decide the best method with which to bend the frame rods. Mechanical means to create the frame shapes are generally more of a hindrance than a help because of the varied and non-standard curves required.
In my experience, the best means of obtaining an accurate shape on the frame rod is with 'home made' equipment, by means of positioning a 65-75 mm m/s pipe, set vertically on the edge of the frame making area, attached to the floor and roof structure.
To this pipe, at an appropriate working height for the operative, are set half sections x 25 mm long pieces of pipe the inside diameter of which matches the outside diameter of the frame rod. Pairs of small half pieces of pipe are offset away from each other and from the main pipe and fixed with sufficient bracing to withstand the frame bending stresses. Exactly the same brackets are required at or near the base of the vertical pipe so that any double bends that want to be carried out and if the frame rod is too long, the frame rod can be accommodated.
Each pair of frame rods, in this case 16 mm dia., should be bent parallel to and 12 mm inside the frame line, and kept straight in a vertical plane, (the 12 mm allows for the skin thickness outside the frame rod). This can be achieved by starting from the sheer line, allowing 100 mm excess length and working in a gradual manner, using chalk to mark the amount of additional or easing of the bend desired, until the complete shape has been achieved. When the bending is finished, the pair of frame rods are temporarily nailed down on the frame board 12 mm inside the frame line in question. The base of each frame rod being cut off at its intersection to the keel leg and the two frame rods are joined with a piece of 16 mm dia. rod set parallel to the keel.
Web and floor construction
Meanwhile, using data gathered from the hull specification and the drawing giving the reinforcement details (ref. Fig. No. 10 and Drg. No. IND 101 P4 a, b, c) it can be seen that the floors and webs are to be finished 25 mm thick. To create the necessary edge for plasterers to work to and the guide to the thickness, reusable 25 x 3 mm flat is used on the inside face of the webs and reusable 25 x 25 x 3 mm angle is used on the top edge of the floors. Both the flat and angle are drilled to accept 8 mm hexagonal bolts at 225 mm centres to make the metal edging removable after completion of casting. To provide a recess on top of the nut on the edge of the frame, either one or two (two is better) 8 mm spring washers are incorporated. This recess, when the edging bolts and washers are removed, is filled with an epoxy filler after the hull has dried out ready for fitting out.
When choosing the 8 mm bolt, it is advisable to allow for setting a lock nut above the metal, so that none of the bolts slacken off during further construction. This work is needed to provide a removable edging so that after curing is completed, the metal work is removed and results in a mortar finished edge to the webs and floors.
For each frame, floor height dimensions, web depth, limber hole requirements, and any other details affecting the frame construction, may be found on the hull section/frame details drawing supplied in the designer's package of drawings. Using the information supplied, the floor angle iron can be located and cut to the required length, the frame flat can be eased or prebent to follow the inside edge of the web, and both can be temporarily nailed to the board. After rechecking their position and dimensions, the angle and flat can be joined.
An 8 mm dia. SBHD rod (for extra stiffness and control) is eased and prebent where necessary to run from the top of the web down to the top of the floor reinforcement. This is tack welded to the centre of the frame rod and to the centre of each nut on the web flat, making sure that the bolts are not welded at the same time.
If the specification calls for the floors on all the frames to have two layers of 6 mm rod to keep each side flush for plastering, a 12 mm dia. rod is welded centrally to the angle iron floor edging nuts. The positioning of the rods in the centre of frame edging and to the frame rods can be achieved by packing them as required off the frame making board prior to starting the tack welding work.
The web is then created by zigzagging 6 mm dia. SBHD rods at approximately 115 mm centres tack welded alternately to the centre of the 8 mm rod on the web edge and the centre of the frame rod. If a limber hole is required at deck level, then this should be made from a piece of 25 x 3 mm flat bar bent into a channel shape of 50 x 50 mm in size with a retaining 8 mm bolt in the centre of the top flat. The location and lay of the limber hole will be governed by the deck camber for that frame. The deck camber can be located by offering the pattern onto the centre line of the frame and positioning the top of the pattern on each side of the frame to the top of deck at side mark on the frame pattern.
The floor reinforcement can now be proceeded with, but before placing any reinforcement a check should be made on the frame section plan to see if any other information such as engine beds, shaft line, are given. If, for example, the engine bed design is known at this stage, it will be possible to include 12 mm dia. vertical rods within the floor structure to carry the longitudinal engine bed reinforcement in a later stage in the work, as well as for any longitudinal hull webs and stiffeners if required by the design.
Knowing the engine bed, shaft line and relevant information is to hand, the 12 mm vertical rods can be set in the floors from the centre line of the frame and engine bed making due allowance for the outside skin thickness of the engine beds. The design may not call for any additional longitudinal stiffening because the length of engine beds provide it. Note that the aft and forward end of the engine beds can be tapered and become hull stiffeners, with a consequent reduction of gap between the pairs of vertical 12 mm dia. rods on the frames involved.
To keep the floor thickness to 25 mm and using two layers of 6 mm rods it will be necessary to cut the 6 mm dia. rods to be butted up to the 12 mm dia. rods, both vertically and horizontally. This will keep the reinforcement flush and leave 6.5 mm on each side approximately for the mesh and mortar cover.
The 6 mm dia. rods as shown on the ferrocement reinforcement drawing in this case, are spaced at 50 mm. This spacing if agreed to by the designer or classification body may either be increased to 75 mm on the vertical rods and 50 mm transversely or 75 mm in both directions.
Prior to continuing with the rodding procedure, one can see from the frame drawing on frame 10 for example, refer Annex Drg. No. IND 101 004b, that the floor has a cut-out for the shaft to pass through and requires bilge pipe run holes as well as limber holes each side of the engine beds and on the centre line. The shaft cut-out can have a semi circle to the required size fashioned from 25 x 3 m/s flat, welded to the floor angle after drilling and fitting 8 mm bolts. The 12 mm transverse rod will need to follow this shape and therefore it is more practical to fit the shaft-cut out reinforcement prior to welding the top transverse 12 mm rod into place, which will now be in two pieces.
The bilge pipe holes can be created by a galvanised ring slightly larger in diameter than the outside diameter of the pipe to be used, being inserted into the floor in the correct positions.
The remaining limber holes can be made the same as the deck limber hole, ie 50 x 50 mm from 25 x 3 mm flat bar and located as required and temporarily nailed to the board.
The first 6 mm dia. rod to be spot welded in place should be set parallel to the 12 mm rods running across the top of the floor and just below to allow space for the subsequent stapling of the mesh. This will save using lacing wire around the top 12 mm rod as stapling is quicker.
The remaining 6 mm rods can now be tack welded into position. Once this has been achieved, check that all relevant items required by the design have been included.
Frame bracing
The next stage is to brace the frame. The reusable bracing will be 20 mm inside diameter plain black m/s water pipe, as shown on Fig. No. 10. The transverse bracing will be set at a height compatible with as many frames as possible, as this pipe will be used to set scaffolding boards on for work carried out at a later stage. The position on the 12.8 m hull for example (refer to Annex Drg. No. IND 101 P2) would be to run parallel to waterline LL1000. On this design all transverse pipes can be set at this position up to frame 3, when the transverse pipe will need to be stepped higher on frames 2, 1 and 0 to give the required bracing.
A vertical pipe is offset to one side of the centre line to allow free access for aligning the shaft line and centre line through the hull. It must be remembered to make sure that the pipe is offset to the side chosen throughout.
The vertical pipe is welded to the horizontal pipe and to the floor angle iron. The horizontal pipe is tack welded to the inside face of the web flat bar. Two additional pipes, one port and one starboard, are located from the centre line pipe at the top and run diagonally to a point either on the web inner face or the floor angle that divides the frame into roughly equal sections.
As there are to be tie bars connected to the transverse pipe at the top of the frame when setting up, additional bracing will be required near the ends of the pipe each side. This can be provided by welding short lengths of 12 mm rod diagonally off the top and bottom of the transverse pipe to the inner face of the web. This will prevent the bracing and frame distorting when it is being set up and 'fine tuned' into position.
The final work prior to removing the frame from the frame making board is to ensure that the frame number, sheer line, DWL, beamshelf, deck line, and any other water lines which may be of use, and the centre line, are clearly marked by hacksaw on white paint.
The frame may now be moved onto trestles ready for applying the mesh. However, any welds which need to be 'double welded' can be carried out at this stage, making sure that at least the pipe bracing and frame rod joins as well as all welds to the frame rod, are good.
Web and floor meshing
The frame's floor and web as required by the specification, is to have three layers of 13 mm x 13 mm x 19 gauge mesh on each side of the rods. Stapling should be carried out in an orderly manner, each staple being spaced at approximately 125 mm to each other, although the spacing may well be closer on the edges to keep the mesh tied neatly.
The mesh is cut parallel to the edge of the flat and angle iron. Inserting and working a piece of 3 mm flat iron between the edge of the mesh and the flat/angle iron, a gap is provided, so that no mesh ends are left which will rust when the removable frame edging is taken away after curing the hull.
An overlap of 40 mm is allowed on the top layer of mesh each side of the frames and is bent back against the reinforcement to avoid getting in the way whilst work continues. The overlap will be bent down onto the hull reinforcing rods at a later stage of construction. Again, it may well be required by the designer and/or classification society that all three layers are overlapped onto the hull but, in my experience, this has been unnecessary as it will often lead to a build up in additional mesh layers in this area thus making it much more difficult to obtain the mortar penetration at casting time.
Master frames
The method used in setting up the frames using the upright hull technique for this form of ferrocement construction, is virtually the same as would be experienced in timber construction.
It will be a normal requirement for the setting up to have started whilst the frame making process is going on. It would therefore have been necessary to have taken a decision on which frames were wanted first.
The preliminary requirement will be to take a look at the hull design in general and decide how many 'master frames' are to be used for ongoing control in the setting up procedure. For craft of 12-17 ms, two master frames are usually chosen which can give good control over 25-30% of the aft and forward ends of the hull.
In the meantime, the stem and backbone basic structure will have been made as they can be made up any time after the patterns were finished.
The master frames are so called because after they are set up they will be temporarily supported and held in their correct position by 'A' frames and additional bracing to ensure the frames are held level and vertical as well as being in a straight line across the whole of the frame from top to bottom.
By this stage the keel, jig, bottom mesh and reinforcement are in place. The RSJ and a complete set of tie bars, having been fabricated, are in place in the roof of the building, and the master frames have been completely finished ready for setting up.
In order to set the master frame/s into place, some means of lifting the frame is needed for location at the approximate height above the keel as well as close to the correct position fore and aft.
This can be achieved by making a strong enough hook and eye that can be set alongside the tie rod saddle (ref. Fig. No 11) on top of the RSJ. The hook and eye are so made that the centre of the eye hangs under and to the centre of the RSJ. To this eye is attached a pulley hoist. These hoists have four sheave pulleys with 5 mm braided nylon line provided with hooked jaws which can pass around 10 mm dia. rod easily. The bottom end set of sheaves similarly has these jaws and a simple hooked 'U' shape can be bent into a piece of 8-10 mm rod for lifting on the top transverse pipe bracing of the frame each side of the centre line.
For ease of moving the hoist from one position to another on the RSJ, a sufficiently long length of small diameter pipe is required which picks up a short length of 12 mm rod welded to the hook and eye assembly which is pointing at a slight angle towards the ground.
The frame could have had keel legs attached at the frame making stage, but it is just as easy to prebend these to a given radius and adjust the bend to suit the angle of the frame rod coming into the hull. This method will require great accuracy to avoid any modification at a later stage in ensuring fairness of shape and line.
On the hull vertical 12 mm rods from the frame to each side of the keel are fitted allowing 12 mm for the skin thickness. Prebent 8 mm rods, radiused to the required shape, are added to the fore or aft side of the frame rod and keel leg in one operation after the frames have been set up, and faired to each other.
The master frame is now hoisted up into approximate position for height, and temporarily held with the centre of the frame on the centre line of the keel. The tie bars are now set and adjusted so that the lower lug can be welded to the transverse top pipe bracing on the frame. Where possible the threaded rod should be kept clear of the web to avoid interference when the hull is plastered, but at the same time keeping the tie rod bracket out from the centre line as far as possible. The tie rod is adjusted whilst the frame is held level so that the bracket now welded to the pipe bracing is at the centre of the thread, allowing adjustment to the frame each way.
Whilst maintaining the frame's position on the centre line, the full weight of the frame is now allowed to be taken by the tie rods. An initial check is made to satisfy one that the frame is at the correct height from the top of the keel jig to the DWL.
The DWL and/or water line marks previously marked on each side of the frame and on the centre line bracing are checked either by level or, more accurately, with a water level.
The water level can be a length of small bore clear PVC pipe with a stopper for each end. Prior to using the pipe the stoppers and any air bubbles in the pipe are removed, and the pipe topped up with the required amount of water.
If there is any discrepancy in the level, the frame can be fine tuned on the threaded rod ends of the tie bars, and by using a lock nut provided on each side of the tie rod angle brackets the frame is held in place in the level state. The centre line is rechecked for correct position to the keel with a plumb line.
The frame is checked to make sure it is in a vertical plane and the centre of the frame rod is centred to the frame mark previously scribed accurately on the keel jig and keel reinforcement. Temporary bracing can be used to keep the frame in position fore and aft. The vertical 12 mm dia. keel rods may now be cut to length and inserted. After a final check, the legs are welded to the underside of the frame rod and to the top of the outside keel rod each side of the keel (ref. Fig. No. 12).
The frame will look square to the keel but probably is not and, therefore, either a long batten with one pointed end, or string can be used to ensure that the frame is square to the centre line of the boat. The batten is held on the centre line of the keel at a fixed point (perhaps another frame mark further forward) and run diagonally to the sheer mark on the frame. The batten is marked and the same operation carried out on the other side. The difference is noted and halved and temporary bracing employed to shore the frame into its new position.
The centre line of the frame fore and aft must be maintained whilst this work is done, as well as the frame being kept 'dead' straight from frame rod to frame rod at the sheer position.
Because of the height of these frames, 'A' frames from 50 x 50 x 6 m/s angle can be made to suit their location 100 mm below the sheer mark and also positioned at the turn of the bilge. The 'A' frames are not welded directly to the frame but have pegs of steel rod inserted between the 'A' frame and frame rod. These can now be welded together.
A final check is made on the squareness of the frame to the centre line of the boat. Once satisfied, the base of the 'A' frame can be attached to the workshop floor.
The same work will be carried out on any other master frames.
Before leaving the master frames, it is advisable to recheck them as any error may be compounded when continuing with setting up the remaining frames.
It is quite easy at this stage to run a line above the frame bracing on the centre line between AP and FP and check that the line crosses over the centre lines on each frame, thus ensuring accuracy with regards to the centre line. The distance between the master frame centres can also be checked for accuracy, not only on the centre line but also parallel to the centre line and as close as possible to the sheer.
Plumbobs can be set from the sheer line on each side of the frame to check that the frame has not 'snaked' from top to bottom. This can happen if the frame rod bending has been poorly carried out. It is much easier to carry out the checks at this point than to find any errors at a later stage of construction.
Main body frames
Once the master frames have been satisfactorily set up, attention can be paid to the infilling frames. As is usual on a ferrocement boat design, the frames in the main are set at even intervals - in many cases this will be 600 mm. It follows then, that to support the additional frames temporarily to their required spacing a simple rod jig with retaining pegs to match the outside diameter of the pipe bracing would be advantageous.
The middle body frames can now be lifted into place, correctly levelled both across the frames as well as fore and aft, using the DWL mark on the centre line bracing of the two master frames as the working marks. The tie rods and keel legs are attached as before.
A piece of 50 x 6 mm flat bar is used down the centre line above the top transverse bracing and tack welded to each frame once the vertical centre line of each frame has been centred over the centre of the keel. The temporary rod spacers are removed when the frames are tied together by welding 8 mm dia. rod inside the web face on top of the pipe bracing. 8 mm rod is also used at the turn of the bilge by passing the rod over the top of each frame rod, through the webs/floors before this rod on each side of the boat is welded. Each frame, by using a plumb line as before, should be checked for being straight and vertical and the correct dimension, ie 600 mm, maintained from the previous frame.
Ultimately, when the last frame of the group is fixed into place, the gap between the centres of each frame measured at any point on the frame, must be 600 mm. If this is not the case, a check should be made to find where the error has occurred, and corrected.
Aft end frames
The frames aft of the aft master frame will now need the backbone set into position prior to the frames being set up. The initial stage of construction of the backbone is purely a 16 mm dia. rod which has been bent allowing 12 mm for the hull skin, braced and once fitted into place will pass through the centre line of adjacent frames as well as the transom. Therefore each of these will require a 16 mm wide cut out, 8 mm each side of the centre line through the frame rods. The backbone, once located into position, will need two 'A' frames fitted; one under the transom tip and the second temporary one at mid point. They should be firmly fixed to the floor and the backbone rod.
The aft end setting up procedure, as before, can be carried out on aft body frames, again making sure the centre line is true and that the heights, levels, and distance between, check out.
The transom
The transom may have been made complete with the web stiffening and outside layer of 6 mm dia. rods in place. This would certainly be the case if one is sure that the expanded shape will not require any modification. As this is the first hull to be built of this particular design, it pays to have a simple braced rod frame made to the aft point shape, set up temporarily just aft of the AP. Lacing wire is used to attach 8 mm dia. rods as fairing rods at 150 mm centres all the way up and through the aft body of the hull on to the AP frame rod.
The transom frame rods can now be inserted individually against the backbone rod and on the inside of the fairing rods, checking that location fore and aft is correct and that the sheer line marks fair in. If there is any alteration to make to the shape of the transom frame rods, it is most likely to occur on the tight curved shape on the turn of the bilge. Because the frame rods are loose at this stage, it is easy to rebend the rod port and starboard until the correct shape is achieved. Once satisfied, the rods can be offered onto the original transom pattern which is modified to suit the new shape. The amount of change may only be a few millims but the end result, in fairness of line, will be worth the effort.
With the transom rod shape corrected, they can now be inserted and set into their required location allowing for skin thickness forward of the aft point.
Before final fixture, the transom will need to be checked for squareness to the centre line. This is done independently of the other frames by using a batten (as with the master frames) and checking the sheer mark distance to a point on the centre line either in the keel or more easily by using the centre line provided on top of the frame bracing which now has a length of 50 x 6 mm m/s flat running all the way through the hull.
13. Aft point pattern and transom construction
Attention can now be focused on the transom webs which will be depicted on the frame section drawing and the hull construction plan. Vertical 12 mm dia. rods can be inserted in the transom at the centres of the webs indicated.
If the hull design incorporates a flat area in way of the hull rubbing strake, coinciding with the top of the deck line and knuckle line, 12 mm dia. rods will follow these two lines across the transom and to the required camber of the deck at this point. This results in a reduction in width between the two 12 mm rods to compensate for the later addition of hull reinforcement and mortar to bring the finished width back to the designed measurement.
These two transverse 12 mm rods are let into the transom frame rod by 6 mm so that the outside layer of 6 mm rods which will be applied later are flush to the outside of the 6 mm rods. The 12 mm vertical web rods not only provide the base to form the web from, but also split the width of the transom into convenient centres when the outside layer of 6 mm rods are welded to the transom framework.
The AP temporary frame pattern is kept in place until the transom has been further stiffened by the addition of the sheer line member and tie rods have been connected to the transom corners.
The transom webs are now faced with removable 25 x 25 x 3 mm angle iron which will help to keep the flat area of the transom in a true line as well as providing the plasterers with the necessary guide for web thickness. The web reinforcement and edging is temporarily finished some 100 mm above the inside of the hull, if the webs are to be continued forward onto the inside of the hull reinforcement, to provide additional strength to the aft end of the hull. The aft end may now be left to proceed with work forward of the forward master frame.
Stem and forward frames
The stem previously made in its basic form is now offered up into place. It will be remembered that the aft end of the 16 mm stem rod should meet up exactly with where the centre rod of the keel had been cut off. At the same time the 16 mm rabbet rod should be in line to pick up the continuation of the rabbet rod through the keel.
Because the stem has marked on it the DWL, sheer lines, frame marks, and some of the water lines above DWL, it is fairly easy to set the height by pulling a line through the DWL of the boat and position fore and aft by frame location marks on the keel jig. Also, by dropping a plumb line at the FP of the boat and setting the top of the stem rod aft of the AP by 12 mm, location will then be accurately set.
The main item to check will be the end on view for straightness of the stem from the top down to the keel, and ensuring the stem is kept on the centre line. Both these items can be helped by fixing up 'A' frames as was carried out on the master frames, this time attaching one to the top of the stem and a second adjacent to the DWL point, whilst maintaining a good fixture to the floor. These 'A' frames, although being temporarily moved to facilitate the application of the hull reinforcement, will remain in place during the hull casting.
When the stem has been satisfactorily set up, the remaining forward frames can be set into their correct locations. Because the frames are now getting smaller and higher, the levelling will not be carried out off DWL but on the higher water lines and sheer line, which is why the stem requires additional water lines marked on it as mentioned earlier. The 50 x 6 m/s flat running through the centre line will be continued, and stepped if necessary, all the way to the stem. All frames will be temporarily tied using 8 mm rod welded on the top pipe bracing as well as through a mid point position in the frame webs port and starboard.
It is important at this stage to recheck that all frames are correctly spaced, and are vertical and square to the centre line. Accuracy at this time will save problems when the hull is being fitted out.
The sheer line or gunwale line will, on some designs, run in and be part of the bulwark line. To a boatbuilder perhaps, this is the one line on the craft which will catch the eye more than any other and, therefore, due attention should be applied to achieving a well faired line.
By looking at the hull specification it will be seen that the total hull thickness should be 30 mm. Angle iron of 30 x 30 x 3 mm is prepared on the ground ready for use. As a fairer line will be achieved by using a long length of angle iron at one time, two sets are prepared to a length some 600 mm longer than the sheer line and joined as required. The joints should be ground flush on the face laying on the hull thickness. After drilling, 8 mm x 30 mm hexagonal studs, nuts, and single coil 8 mm washers are fixed at 225 mm centres with the first and last hole some 75 mm away from the stem and transom.
14. Stem, sheer, knuckle and frame fairing rods
To provide a backing to which the angle nuts will be welded, a 25 or 30 x 6 m/s flat bar is used. The flat bar is set against and to the outside of the frame rods and some 10 mm below the sheer marks on the frames. (This distance is arrived at from the depth of nut plus two 8 mm dia. single coil spring washers.)
The flat bar is temporarily held in place by vice grips (mole grips) and the line represented by the top of the flat bar is checked for fairness. Any change needed is carried out and the flat is then double welded to each frame rod. The tops of all the frame rods are cur off flush with the top of the flat bar.
The 30 x 30 x 3 m/s angle can now be offered up to the top edge of the flat bar. By using a simple home made tool, the required pressure and leverage to hold the angle in the correct position over the flat to centre the angle to the centre of the skin thickness whilst tack welding the nuts only to the top of the flat bar, can be employed. Sufficient labour and support must be given to holding and easing the angle, starting from the stem, around the sheer whilst the tack welding is carried out.
The angle iron should be kept square to the vertical hull line at any point along the sheer.
At the aft end the transom angle iron will have been fitted and cut back to allow the fitting of the side angle irons. On completion, the side angles can be cut back in line with the outside point of the transom angle iron. The welds on the transom corners being ground back to provide a clean edge when plastering.
The function of a knuckle line is to provide a flat section in way of and to make it easier for fitting the rubbing strakes, as well as keeping them at the angle that any impact is most likely to be received.
This normally means that a knuckle line will be required from the stem to mid body running parallel to the sheer or deck line, as well as parallel to the deck line aft particularly adjacent to the transom where there is very often a quick change to the hull shape. On some designs a knuckle line will also be needed across the transom.
15. Sheer and forward knuckle line
The forward knuckle line is provided by fitting and welding a 12 mm rod set 6 mm into each frame rod up to where the shape of the hull is vertical, parallel to and a set distance below the sheer to the bottom of the rod. An allowance of 10 mm must be made from the specified width for the mesh and cement.
The forward 12 "mm dia. knuckle rods in particular will need to be prebent to the half breadth shape to avoid distortion on being welded into place. These rods should not only be fair in plan view but also in the horizontal plane.
The aft knuckle line is a line with the top 12 mm dia. rod being set 10 mm below the top of the deck line from the amidships frame to the transom. The lower 12 mm dia. rod, because of the frame shape, will start much further aft due to the natural shape of the frames. The 12 mm rods will be set 10 mm inside the required finished width. Each rod, as for the forward end, is set 6 mm into the frame rods and welded permanently after the shape has been checked for fairness.
To tidy up the reinforcement the 12 mm rod at deck level aft is joined to the 12 mm rod on the upper forward knuckle amidships.
As described earlier on checking the fairness of the transom rods, it will now be the turn of the rest of the frames to be faired.
The 8 mm dia. rods are temporarily attached at 150 mm centres approximately to all the frames port and starboard. The amount of fairing required will normally be 0-6 mm on a few frames.
The discrepancies will most likely be over a short length of a frame and may be caused by a combination of factors, namely errors made in frame making, in setting up the frames, or in lofting.
It is now the objective to ensure that the whole hull shape fairs in properly before any skin reinforcement is put into place.
It is at this time always better to fair out than fair in to avoid cutting the frame rods, webs or floors. This can be achieved be easing the fairing rods into a natural hull line curve and prebend a sufficient length of 8 mm or 6 mm dia. rod to be laid alongside one side of the frame rod in question. On being satisfied that the new piece of rod provides the correct shape, the rod is welded to the side of the frame rod. On completion of this exercise the temporary 8 mm fairing rods are removed.
Where there is to be a timber deck fitted on a ferrocement hull, due consideration should be given as to how this will be achieved.
Where a hull has no webs fitted above beamshelf level, this can be accomplished by through bolting a timber beamshelf to the hull the full length of the boat.
In the case of most fishing boat hulls, (for example ref. Annex Drgs. Nos. IND 101 P4 a, b, c), the main deck aft will have ferrocement webs running through the deck location and up to the underside of the upper sheer rubbing strake. It follows that the timber beamshelf will be short pieces inserted between the frame webs.
This, therefore, will break up the continuity of strength. As a solution the area is given a ferrocement beamshelf which will provide not only additional hull strength at perhaps one of the most vulnerable areas on a fishing boat, but also vertical support for the timber beamshelf block pieces and ends of the deck beams.
The ferrocement beamshelf is a web constructed with its top edge set at the underside of the timber beam position. The thickness of the ferrocement beamshelf for vessels in the 12-17 m range will be 30 mm. It will therefore require the inclusion of two layers of 6 mm dia. rod. To help in providing a flat surface with which to connect the 6 mm rods, as can be seen by reference to Fig. No. 15, the shelf has two lengths of 12 mm x 12 mm m/s square bar running the full length of the beamshelf's structure.
Figure 15. Typical beamshelf construction - 30 mm thick
To provide a guide for the plasterers, as before, reusable 30 x 30 x 3 mm m/s angle iron is used on the inboard edge with 8 mm hexagonal studs, nuts and washers set at 225 mm centres.
The beamshelf line and camber for each frame can be picked up from the marks made at the frame making stage both on the frame rod and on the inside face of the web removable flat.
Before installing any reinforcement, the top of the ferrocement beamshelf can be marked on each frame and checked for fairness. It pays to take the shelf one frame forward of the end of the timber beamshelf, to ensure a good line to the ferrocement shelf. The 30 mm angle can be set at the correct location on the frame web faces and tack welded to the frame web flat. The 8 mm dia. frame web rods will need to be cut accurately to allow the placement of the inner 12 mm square bar prior to welding the bar centrally to the nuts provided on the inside face of the angle iron. The outer square bar is run inside all the frame rods and through all the webs.
The lower 6 mm dia. rod can now be zigzagged at 115 mm centres through the length of the shelf and welded in turn to each inside face of the 12 mm square bars. The top two 6 mm dia. rods are set equidistant between the 12 mm square bars.
The transom corner area is radiused to provide a good line and finish to the join between the side beamshelf and the transom cambered beamshelf.
After completion of the ferrocement beamshelf steelwork, marking out the location of the deck beams on the beamshelf angle iron will be an added benefit when fitting out. These marks can be transferred to the completed beamshelf after curing and before the angle iron on the beamshelf inner edge is removed for good. At the same time, the timber beams will be bolted down through the ferrocement beamshelf at approximately centre of beam and centre of shelf. It is possible to check more easily if there is any rod work in way of the bolt locations, cut out the offending pieces which will make drilling the shelf for the fitting out work so much easier.
The ferrocement beamshelf may now have three layers of 13 x 13 mm x 19 gauge mesh applied to each side of the steelwork, with the top layer and bottom layer having a 40 mm overlap onto the hull and frame webs allowed for when trimming the mesh. As for the frame web meshing, the inboard edge of the mesh should be kept away from the angle iron inner face by approximately 3 mm. The overlap can be bent down onto the shelf face top and bottom, temporarily until after the hull rod reinforcement has been fixed into position.
The hull skin for fishing boats of 12-17 m vessels will be 30 mm thick. This is made up of 2 mm mortar + 7 mm mesh + 2 x 6 mm dia. rods + 7 mm mesh + 2 mm mortar. (Three layers of 19 gauge mesh, by the time they are stapled and laid together, account for 7 mm thickness within the skin structure for all practical purposes.)
The placing of the two layers of hull rods may vary according to the construction technique followed. It is usual to place one 6 mm dia. rod on the outside of the frame rods in a longitudinal direction. The second 6 mm dia. rod may be set in a vertical transverse direction set inside the longitudinal 6 mm dia. rods, thus allowing the inside rods to be taken across the top of the keel as a continuous piece of reinforcement. The frame rods extending above the tops of the frame webs should be kept within the inside edge of the gunwale 30 mm angle iron.
Alternatively the second layer of rod may be located outside the first layer and run diagonally from sheer to keel. This will affect the positioning of the sheer removable angle iron and bolt positions for alignment to the skin, as well as the allowance for the hull skin from the frame rods.
The first method requires a 12 mm skin allowance, the second method 18 mm.
The three layers of mesh on the outside of the hull will be stretched longitudinally onto the outside hull rods and the three layers of mesh for the inside will be fitted transversely between the frames. Fitting the mesh this way means that all the rod reinforcement can be finished prior to any mesh being applied to the skin thus avoiding the galvanising on the mesh being a nuisance when the rods are welded into position and being able to achieve a good line on the rods without visual interference.
All these points have a bearing on the ultimate fairing and finish achieved on the reinforcement.
Hull outside rods
The transom is usually the first area to be rodded up if this has not been carried out at an earlier stage in the construction. The 6 mm dia. rods are spaced at 50 mm applied in a level line across the transom and terminated on the transom edges.
The 6 mm dia. SBHD rods on the outside of the frame rods are started by temporarily lacing one rod onto the frames at a location near and parallel to the rabbet line. The forward and aft end particularly, are laid to give a fair easy line. Once satisfied with the result, the rod can be tack welded to each frame. The spacing for all the remaining rods has been specified at 50 mm centres, using hangers and rodding tool ref. Fig. No. 13, the 6 mm rods can be gradually fixed all the way up the frames.
Where the rods require joining, they will be overlapped by 180-200 mm and spot welded a minimum of three times. It is permissible to have four consecutive rod joints up a frame.
The overlapping of adjacent reinforcement rods on the same frame should be avoided until there are eight continuous rods between.
18. First layer of rods and backbone reinforcement
It will be found that the natural curve of the hull will generally stagger the joints required. Care must be exercised all the time to keep the rods in a fair line. This will come from practice and the welder having a helper who not only holds the rod spacer in position for welding the rod, but supports the rod whilst the weld cools to prevent unnecessary distortion.
The rods take up a curve into the sheer line or knuckle line as the rodding up progresses. This allows the rods forward to be terminated on the rabbet rod and subsequently on the 12 mm dia. rod at the base of the knuckle line.
At the aft end, the rods will curve in a less accentuated fashion but will be terminated and bent around the transom frame rod onto the transom face. The remaining rods will terminate on the 12 mm dia. knuckle rods.
In the design where there is no knuckle line, the rods will be taken up to the bottom of the sheer line or gunwale line flat bar and terminated.
For those hulls with a knuckle line, the outside 6 mm dia. rods between the sheer and knuckle will be finished after the inside layer of rods are in place.
The stem can be finished off by either continuing the rods already applied to the hull alternately around the stem and join back onto the rabbet rod, or as in this design where there is a distinct rabbet and a radius on the main part of the stem, it will be easier to prefabricate a number of identically radiused pieces of rod and offer them onto the stem weld on the centre line and join the ends on each side on the rabbet line overlapping the hull rods as required. This can be achieved between the base of the stem head fitting and the start of the foot of the keel.
19. First layer of rods at stem and knuckle
The stem head area steelwork will be tailored to suit the shape determined by the fitting to be used.
The temporary 8 mm rods used at the frame setting up stage to space the frames on top of the frame bracing and in the bilge area may be removed as they become redundant as the outside hull rodding progresses.
The keel
Proceeding with the keel reinforcement is dictated by how far the work has advanced in installation of the stern liner tube and completion of the main backbone reinforcement and plummer blocks. It is usual at least that the keel reinforcement can be completed up to the end of the flat parallel sided part of the keel, ref. Fig. No. 12 which on most vessels finishes well aft. If plummer blocks are required the reinforcing will be temporarily terminated in front of the forward plummer block.
As it is envisaged taking the inner three layers of mesh across the top of the keel, it will be necessary to provide three layers of mesh on the side of the keel up to the rabbet line prior to attaching any longitudinal rods to the keel legs.
It can be understood that as the keel area is a boxed in section, one needs to think out the order of the work to make the application of the reinforcing as easy as possible.
The keel threaded rod ties beside each frame leg may now be reduced by 50% as there is little likelihood of any movement in the steelwork at this stage of construction.
20. Port side of keel reinforcing and rabbet rods in place
The 16 dia. rod continued down the centre line which will carry the inner 6 dia. rods across the keel needs to be located into position and welded to the underside transverse rod adjoining each frame rod. As it will be easier to terminate and overlap the inside layer of rods at the keel area, short lengths of 6 mm dia. rods are welded to the top of the rabbet rod on the centre line at 50 mm centres, cut to suit the inside width of the keel.
It can be appreciated that to staple all the mesh together in the keel area will be far more difficult if both sides of the keel are worked on simultaneously. Therefore, the reinforcement on the keel is completed up to and including stapling the outside mesh on one side of the keel first.
The three layers of 13 x 13 mm x 19 gauge mesh are stretched and wire tied to the keel legs on one side of the keel. With reference to the drawing for hull reinforcement details, it can be seen that a single layer of 8 mm dia. SBHD rods are to be used. These are spaced so that the bottom rod is positioned to facilitate the use of a staple when applying the outside layers of mesh.
The remaining 8 mm rods, as for the hull rods, are spaced at 50 mm and tack welded through the inner layers of mesh onto the frame keel legs.
The outside three layers of mesh, are applied to the underside of the keel reinforcement at an earlier stage. The protruding area of mesh is now gently folded up alongside the keel and will reach with its overlaps for most of the length of the keel onto the hull. When the mesh is laying perfectly flat to the side of the keel, it can be stapled over the 8 mm dia. rods and through the inside keel mesh in one operation. Accessibility is provided because the other side of the keel is still open at this stage. The mesh will need to be cut and overlaps prepared just forward of the plummer block.
21. Stapling outside mesh to port side of keel
The opposite side of the keel can now be worked on in exactly the same way. The only difference being that the mesh will need to be back stapled due to inaccessibility. This can be achieved by bending the staples into the shape of a question mark and hooking through the mesh, around the rod, and back through the mesh until both ends of the staple can be twisted together.
The keel reinforcement is now complete up to the forward plummer block from the stem. If the sterntube liner tube and plummer blocks have been installed the work can be continued aft in exactly the same manner as described for the keel, cutting, overlapping and fitting the mesh and rods as required.
Hull inside rods
If the requirement is to lay the inside 6 mm dia. rods transversely and any hull has a great change of shape in its length, the rods will need to be prebent to avoid distortion to the outside layer of rods. It is advisable to check on the number of rods required to complete the work between frames.
22. Locating the inside hull rods between frames
For a 600 mm frame spacing, it will mean 14 rods being bent per side, per frame spacing. This allows a rod to be located approximately 25 mm from a frame rod which will help in keeping the mesh neatly stapled near the frame centres. It will be found in the bow area that the 50 mm spacing will need to be adjusted due to the different width measured between the frame rods at the keel and that measured around the hull shape at the knuckle.
The area between the sheer line and knuckle rods can have vertical 6 mm dia. rods fitted and welded from the inside face of the sheer flat bar to the top of the 12 mm dia. knuckle rod keeping the inside edges flush all the way from stem to transom, these being short pieces forward and longer pieces from amidships to the aft end. Once the knuckle area has been completed the outside 6 mm dia. rods can be located and welded into position. (This is carried out this way, as particularly at the forward end, the inner layer of vertical rods will control the curve required on the outer rods.)
When the inner 6 mm dia. rods are bent to the frame shapes, a locating mark viz sheer or deck line, should be scribed on them which will help to locate the rod accurately when being positioned inside the hull. The inside rods are now put into place with just sufficient staples used to hold them to the outer rods as is required. Care should be taken in staggering the holding staples otherwise distortion to the shape of the hull between the frames will occur.
23. Inside rods in place and outside keel mesh completed
The tops of the rods are cut to suit and welded to the bottom of the knuckle rod and flush to the inside face. The lower end of each rod is overlapped and tack welded to suit the previously fitted 6 mm rods on the rabbet rod in the top of the keel and stem.
The inside 6 mm dia. rods are located and spaced at 50 mm centres vertically on the transom if this has not been carried out at an earlier stage.
On completion of the rod reinforcement, 12 mm holes are drilled through the sheer 25/30 x 6 mm flat and spaced at approximately 450 mm centres, keeping the first and last hole adjacent to the stem and transom. These holes will be used at the fitting out stage for the top layer of fixing bolts to attach the upper rubbing strake and forward beamshelf.
Scuppers, fairleads and skin fitting holes
After the hull rod reinforcement has been completed, the hull construction drawing can be inspected to check on the number, location and size of scuppers, fairlead openings and skin fitting holes required.
For a 13 m hull the designed scupper openings would be 200 mm x 80 mm. The holes are created by bending a 30 x 3 mm piece of flat bar to the shape and drilled to take six 8 mm bolts, nuts and washers to make the flat removable after casting. A 6 mm dia. rod is welded to the nuts to align with the outside hull rods. The bottom of each scupper unit is aligned to the top of the deck line and all scuppers are located as required fore and aft and faired to each other prior to final fixing.
The scupper lining can be removed after curing by removing the bolts and cutting through the flat bar and collapsing the liner inwards.
Fairleads can be provided in two ways. The first by creating a hole to the required size in the reinforcement and using a blanking pattern and Subsequently bolting a fabricated unit to the opening, or secondly fabricating a stainless steel flat, rounding the inner edges into a convex shape and permanently welding the stainless fairlead unit to the hull reinforcement, as well as providing short retaining lugs welded edge-on at intervals around the outside edge of the stainless flat bar.
24. Scupper liners in position
Skin fitting openings are required for all craft. A careful check should be made at this stage that the hull construction drawing shows all the openings required, as well as the correct positions. As the outside diameter of skin fittings vary from one source of supply to another, it would also be advantageous to have the selected list of fittings to hand.
Short pieces of pipe are cut to 30 mm in length and 3 mm greater in inside diameter than the outside diameter of the fitting. These are welded to the hull reinforcement after cutting an accurate hole in the hull rods. Care should be exercised in locating the rings as it is easier to rectify badly positioned openings before rather than after casting.
Where there is uncertainty over the correct size of a fitting prior to casting, the hole should be left to be inserted until after casting and curing the hull, even though it will be difficult to cut the hole at a later stage.
Hull inside mesh
25. Fitting mesh between frames and above the beamshelf
The inside mesh for this technique requires that the mesh is fitted between the frames and on the inside of the 6 mm dia. rods already located. Relatively short pieces can be prepared for the area between the sheer and the beamshelf, whilst elsewhere the mesh will travel from sheer to keel or beamshelf to keel.
The easiest way to prepare the mesh is to offer up one layer on the outside of the hull and chalk line the shape onto that piece. The single piece of mesh can now be laid on the floor on top of a further two layers and stapled together. All three layers can then be cut to the correct shape, overlapped as required, and on completion laid into the hull against the inside rods. It is sensible to provide the joins to one side of the keel so that the overlaps are easier to staple when the outside mesh is fitted. The previously prepared overlaps of mesh on the frame webs, floors and beamshelf, may now be laid down onto the hull reinforcement as work progresses.
All the inside mesh work is completed and the hull rods are given a final check over for fairness prior to starting work on the outside mesh.
26. Patterning off inside mesh for fitting between frames
Hull outside mesh
The outside mesh is prepared by laying three layers of 13 x 13 mm x 19 gauge mesh out on the floor, allowing excess length to suit where the mesh is to be applied. The edges of each layer of mesh are overlapped by 40 mm. The mesh is then temporarily stapled together over the full length.
The outside mesh is applied to the area from the sheer down and from the keel mesh overlaps up, leaving the middle section to last, where the mesh will need trimming and the overlaps cut in to suit the layer of the previous mesh already fitted.
The transom is completely meshed up and stapled with overlaps being cut into the three layers running parallel to the outside edge of the transom.
The longitudinal mesh can be started at either sheer or keel, or both if there is sufficient labour available. The mesh is connected on the ends of each three layer strip to the same type of pulley as was used for setting up the frames. The pulley, in turn, is connected to a rod bent round a pipe or beam which is set from roof truss to floor clear of each end of the hull and to the mesh with a preformed hook made from 6 or 8 mm rod.
27. Starting from rabbet, tensioning outside mesh
By judgement, the pulleys are set for height up the posts so that the mesh is pulled as tight as possible and stretched in a fair line around the location on the hull required, positioning the mesh to reduce offcuts to a minimum.
The three layer strip of mesh is centred to the middle of the hull fore and aft. Experience has shown that it is expedient for two pairs of men to work, one pair forward, the other pair aft, away from the central frame and up and down the width of mesh, keeping the staples set at approximately 125 mm centres. The mesh must be worked up and down and along to prevent any unevenness occurring to the mesh inside or outside.
The 16 gauge staples are applied from the outside and the person inside twists and cuts off the ends as close as possible to the inside mesh so that the ends of all the staples are kept under the surface of the inside mortar thus preventing pinpoint rusting occurring. He must also make sure that all loose ends, overlaps and flaps of mesh are stapled down, otherwise on casting these will come to the surface and be a local rusting point.
The person on the outside trims the mesh to the sheer, scupper openings, etc. and other mesh overlaps as required, keeping one frame ahead of where he has stapled.
The hull mesh at the stern is cut back from the rabbet rod line and 40 mm overlaps are cut into each layer. A length of three layers of mesh are prepared to run down and around the stem onto the overlaps prepared.
The edges of the stem mesh are cut back to suit the overlaps provided on the hull mesh and the mesh is then stapled to the stem reinforcement in a fair true shape.
29. Outside mesh completed at stem
At the aft end the mesh is turned around the transom corners onto the aft face of the transom and the mesh layers are cut and overlapped 40 mm to suit.
The whole hull is carefully checked over for any areas of 'loose' mesh, or staples that have not been tightened sufficiently or ends which have been left too long. Particular attention should be paid to the areas around the webs, floors and mesh overlaps to ensure that there is no loose mesh whatsoever anywhere on the hull.
The purpose of the liner tube is to allow free removal of the stern tube and rudder tube for repair or replacement and to provide a predetermined location for the stern and rudder tube equipment within the ferrocement construction.
Generally the liner tubes are made from m/s tube with m/s end flanges, or on production craft a suitable designed fibreglass liner tube and flanged fitting can be installed although the flanges and outside of the fibreglass tube should be finished with an epoxy resin to stop any reaction of fresh mortar against polyester resin.
The detailed requirements of the liner tube will have been dictated by the designer who will have taken due note of the shaft and spigot sizes required for locally supplied equipment.
30. Meshwork near completion at stern
The steel end flanges will equal the dimensions of their manganese bronze counterparts and the hole size in each flange will suit the spigot size of the inboard and outboard fitting, making sure that a machine fit is made.
Sufficiently long pegs of m/s rod of a suitable diameter are welded to the appropriate face of each flange, drilled and tapped to suit the bolt hole sizes, and location in the manganese bronze units. This provides additional thread length over and above that which would be possible from the mild steel flange thickness alone (ref. Fig. No. 16).
Figure 16. Typical sterntube liner tube
The overall flange to flange length is taken from the designer's data and connected by a steel tube with an inside diameter in excess of the spigot diameter of the bronze units. The tube is welded all round to the m/s flanges and finally set up in a lathe and the flanges faced up to arrive at parallel faces and correct over-all length. The inside of the tubes should be well greased prior to casting of the hull or insertion of the rudder and stern gear.
Mild steel tube wall thickness and m/s end flange thickness will be commensurate with the length and weight of gear to be fitted and this information is usually provided by the designer.
Installation of stern tube liner tube
The fundamental requirement of installing the stern tube liner tube is accuracy of location. This means that the alignment to the shaft centre line and position of the liner tube fore and aft is critical if expensive corrections are to be avoided at a later stage.
The stern tube liner is first checked for fit to the stern tube. As some stern tubes have circular flanges it pays to mark the top centre of the steel liner tube flanges. It has been known that liner tubes have been set in place with the top being at the side or bottom of the true position, thus causing great difficulty at a later stage in fitting the grease or water feed, dependent on the type used, besides making it awkward to get at the gland packer.
The liner tube is offered up into approximate position so that a piano wire or similar may be stretched taut between two points representing the actual centre of the shaft line. Once the line has been accurately positioned and checked, the liner tube can be centred to the shaft line and located fore and aft.
The distance between the aft face of the liner tube and the location of the aft face of the gearbox half coupling is checked to see that the measurement is correct. This measurement needs to be accurate particularly if the stern gear has already been received, also to avoid misalignment between the engine feet and engine bed foundation bolts.
The liner tube will need to be temporarily but firmly held whilst the permanent fixings are made.
31. Stern tube liner in position
If the centre line of the liner tube is allowed to move out of line by 1 mm, it will mean an error approaching 20 mm at the forward end of the engine beds. One must always be prepared to recheck the alignment all the way through this phase of the construction.
The aft face of the liner tube can be well supported by means of a frame mounted off the flange bolting locations, braced transversely as required, and fixed to the floor and to the keel jig if this provides additional stability.
The forward end of the liner tube is braced and welded to the frame floor, web or keel legs which are nearest to the aft side of the forward flange. If necessary, temporary bracing can be attached to frame and workshop floor to prevent any movement. This will need to be moved once the remainder of the keel reinforcement is ready for completion.
With the aft end of the liner tube held immobile, the backbone reinforcement can be completed.
32. Aft view of stern tube liner and backbone reinforcement
The centre line 16 mm backbone rod will be welded to the centre of the top and bottom of the aft flange of the liner tube allowing sufficient space from the edges of the flange to the aft face of the rod for the completion of the reinforcement and application of the mortar.
The backbone, in order to provide turbulence free water flow to the propeller, is radiused and tapered above the stern tube liner and is radiused and finished to suit the width at heel shoe below the stern tube liner.
Two additional pairs of 12 mm dia. rods are prebent to suit the shape required in these two areas. They are welded to the forward face of the liner tube flange and allowed to finish on the forward side of the frame above the liner tube, and will be used to finish and control the width of reinforcement in the rudder heel shoe below the liner tube, as well as providing the means to create a radius to the aft trailing edge of the keel.
In order to provide the radius to the trailing edge of the backbone rods, the areas above and below the liner tube can be rodded up with 6 mm dia. rods prebent to a diminishing radius.
Installation of rudder liner tube and heel shoe
Whilst the rudder liner tube can be set into place and held there by using a dummy shaft made up to suit, it is much more preferable to have the complete set of rudder gear available (ref. Fig. No. 17). At this stage the rudder gear set will comprise of:
- heel shoe, complete with lower bearing
- main blade and stock
- upper stock
- stock jointing coupling or sleeve
- mild steel flanged liner tube
- stuffing box assembly including linking tube and lower flange
Figure 17. General arrangement - Rudder gear

The rudder stuffing box, tube and manganese bronze lower flange are temporarily fitted to the m/s liner tube. This assembly is then offered up through the hull skin after first cutting a hole in the reinforcing rods in the correct place.
The heel shoe which will lay on top of the keel jig is slid into place and located fore and aft on the centre line of the rudder position marked on the jig. The reinforcing rods within the heel shoe are completed and m/s liner tubes are inserted and fixed to coincide with the heel shoe bolting positions. The heel shoe meshing is tidied up and stapled. All this work will mean offering on and taking off the heel shoe a few times.
34. Rudder installation and inside hull reinforcement
Once the reinforcing work is complete, the heel shoe is finally positioned after greasing the inside faces, and gently tack welded to prevent inadvertent movement. The heel shoe sides must be bevelled slightly to provide an angle so that the shoe if required can be removed.
The upper stock is inserted through the stuffing box assembly and offered through the jointing sleeve onto the main blade stock, the stocks being properly tightened up on the key way and sleeve provided. The main blade stock is offered into the heel shoe bearing and the whole assembly centred up.
The liner tube, if all the measurements are accurate, will be located with the bottom flange forward edge positioned just clear of the hull reinforcement. Upon checking that the alignment is good and the rudder turns easily, the backbone rod can be welded to the liner tube. On the inside a reinforced area as depicted on the hull construction drawing, is installed to create an open block of reinforcement whose construction will provide the ties to hold the upper liner tube flange in position.
As an additional aid to keeping the rudder shaft immobile during casting, a temporary sleeve and bracing may be fixed at the top end of the upper shaft.
The lower rudder tube flange will need, dependent on hull shape, to have additional reinforcing applied to radius away from the flange to the hull reinforcement, The additional 6 mm dia. rods will give the means with which to tidy up the hull mesh around this area.
It should be noted that after casting and curing the rudder assembly will be removed from the hull so that the manganese stuffing box, linking tube and bottom flange are properly jointed and fastened to the m/s liner tube, prior to installing the rest of the rudder gear finally.
On many designs due to the engine's location, a long shaft is required. To overcome the problem of shaft distortion due to length, plummer block supports in ferrocement are incorporated at predetermined centres within the hull structure.
The ferrocement plummer block supports are blocks that will have the metal shaft bearing plummer block located securely and accurately upon them.
36. A plummer block arrangement
It is, therefore, a requirement to know exactly the type and base dimension of the shaft plummer block to be used prior to installing the ferrocement element.
The hull construction drawing will show the location of the blocks required.
Twelve mm dia. rod frameworks are built and an allowance is made for the skin thickness on the block. They are located on the side of the frames indicated and set parallel, and to the dimension needed, below the shaft line. It pays to allow for a 25 mm thick packer to be fitted between the underside of the plummer block and the top of the ferrocement plummer support.
Two bolts of the correct size and length are set into the reinforcement of each support and permanently welded into position using a jig to maintain the correct centres to the shaft line and to each other, with the threaded portion of the bolt at the top. (The jig may be used subsequently to ensure a true surface on the mortar on the top of the blocks when casting the hull.)
The 12 mm dia. rod framework is then rodded up with 6 mm dia. rods connected into the face of the floor, meshed up with three layers of 13 x 13 mm x 19 gauge mesh overlapped onto the face of the floor leaving access in the top for subsequent filling whilst casting.
Because of the usual difficulty of fitting the blocks in a low position within the hull, it is better if the plummer block supports are constructed after fitting of the stern liner tube and prior to the keel reinforcement being completed in the area that they are to be installed.
On completion of the installation of the stern liner tube and plummer blocks the keel inside mesh, as before, can be fitted one side and completely rodded up to rabbet level. The mesh also, as before, is fitted, cut, joined, and stapled as required. The other side can then be completely finished as well.
Ferrocement engine beds are the means not only of attaching and aligning an engine accurately, but also a means of giving considerable additional longitudinal strength to the hull.
The design will normally provide the information as to the location of the engine within the hull and, perhaps, indicate the centre line position of the engine feet. This information is insufficient for setting the holding down bolts in the ferrocement engine bed. As is often the case, the engine manufacturer's literature is either inaccurate or does not provide sufficient information.
The best solution to this problem if it arises, is to have either the engine to hand some one month after starting the hull construction, or to be able to see an example of the engine complete with power take-off (PTO) and check out the dimensions and location of engine feet from a relevant data point, eg gearbox half coupling (if the gearbox is the same type as the one to be used).
The importance of having this information early cannot be over stressed, as once the engine beds are cast with the hull, alteration will be difficult and incur additional cost.
The ideal form of construction for a fishing boat is based on the engine being attached to a steel plate which, in turn, is attached to the ferrocement engine bed by bolts securely welded into the bed reinforcement before casting.
An allowance, usually 50 mm thick, is made for a hardwood packer to be inserted between the top of the ferrocement engine bed and the underside of the steel plate used for fixing the engine feet (ref. Fig. No. 18). This practice gives two benefits:
a) It will help to reduce vibration transmitted to the hull, although the majority of vibration set up by an engine will be absorbed by the mass in the engine bed constructed, particularly in ferrocement fishing boat construction.Figure 18. Typical engine bed arrangementb) The timber packing can be adjusted in shape and thickness to make up for a certain amount of error which may occur between shaft line and top of the ferrocement engine beds, if alignment is unsatisfactorily carried out.
Accuracy should be paramount particularly as there is little room for error in alignment sideways, as most engines have minimal clearance between the inboard faces of the beds.
The ferrocement engine bed construction is straight forward provided the following steps are taken:
i) The stern tube liner tube has been installed and checked for accurate alignment to the shaft line.37. Preparation of steel flat and engine bed foundation boltsii) A jig using the steel flat plate, to which the engine will finally be attached, is assembled and drilled to take the ferrocement engine bed foundation bolts which will be located adjacent to each side of each foot on the engine, PTO, and gearbox. The jig must be temporarily but adequately stiffened to keep it straight, flat and parallel to the shaft line.
iii) The length of the foundation bolts are determined by the amount of packer to be fitted, steel plate thickness, the depth of two 20 mm nuts and 3 mm thick washers plus clearance.
These measurements combined, will add up to a length of 120 mm from the top of the ferrocement bed. In addition, the length required from the top of the ferro bed to within 12 mm of the hull skin can be checked and added to give the full length of bolt required. Sufficient thread on the top portion of each bolt must be allowed to take into account any adjustment required on the final location of the top of the steel plate in relation to the actual shaft line.
iv) The inclusion of the 12 mm vertical rods within the floors of each frame required to carry the engine bed longitudinal reinforcement which was carried out during the frame construction, should be rechecked for accuracy off the shaft line before setting the engine bed framework into place.
38. Installation of engine bed top flat bar
All the above work can be carried out either off the hull or prior to main engine bed construction work starting.
Once the hull reinforcement has been completed, 25 or 30 x 6 mm flat bar is set on edge 10 mm below the finished mortar height alongside the vertical 12 mm bars in the floors and parallel to the shaft line on all four sides of the engine beds. The tapered ends of the beds having flat bar set in the same manner.
The longitudinal 6 mm or 8 mm dia. SBHD rods are now passed through the frames starting with the rod nearest to the engine bed flat bar being set some 25 mm below the underside of the flat, and thence at 50 mm centres. Additional 12 mm vertical rods are set generally midway between frames on the inside of each of the bed's sides and welded to the hull as well as the rods and flat in the engine beds.
39. Engine bed reinforcement and foundation bolts located
The engine bed jig complete with 20 mm bolts set for the correct height above the finished mortar, using a nut welded onto the bolt next to the underside of the jig, is lowered onto the flat bar already set into the engine beds. The underside of the flat plate is set 10 mm above the longitudinal flat bars and will be the same measurement below the shaft line as shown on the hull construction drawing which will be the underside of the engine feet to be used.
The jig is set parallel to the shaft line and the location fore and aft is set by the position of the gearbox half coupling position, marked on the jig and measured from the nearest frame.
Before finalizing position, an overall length can be checked between the gearbox half coupling mark on the jig and the aft face of the stern tube liner flange to make sure the measurement marries up to that required.
Once satisfied with the overall accuracy and position of the foundation bolts, they are welded to cross ties inserted in the engine bed reinforcement. These ties must be securely welded to the reinforcement and bolts. If the bolts do not have a head, the lower end of the bolt must have a short rod welded to it so that in the unlikely event that any welds are broken during and after casting, the foundation bolt cannot turn or be pulled out of the mortar.
The jig may now be removed from the engine beds and the flat bar tops cleaned up and painted ready for use during the casting stage.
Any limber holes needed through the engine beds can now be fitted as dictated by the design.
The engine bed sides are meshed up using three layers of 13 x 13 mm x 19 gauge mesh on the inboard and outboard faces of each bed. The mesh is overlapped 40 mm onto the hull and floors and duly stapled. The edge of the mesh parallel to the top of the beds is trimmed and one layer is folded down to the first 6 mm rod on the inside of the engine bed and through stapled, leaving the top of the beds accessible for later filling with mortar.
The width and height of the ferrocement engine beds will be usually determined by the designer. If the fixing of the engine proves difficult due to lack of information and the depth of beds allows, the height of the ferrocement element may be reduced so that a steel engine bed cradle may be fabricated to make up the gap between the underside of the engine feet and the top of the ferrocement beds.
40. Meshing up the engine beds
This will allow flexibility in design but attention should be paid in providing sufficient strength in the reduced bed size for the engine installation as well as the additional strength desired through the hull.
Bilge keels may be constructed in various ways. They, like the engine beds, can be so designed and constructed that increased strength and protection is provided to the hull.
Whilst the system to be described is not the lightest way of producing a bilge keel, it nevertheless provides a strong durable shape which marries well into the hull.
The shape required may be as depicted on Fig. No. 19, and is a well rounded bilge keel of 100 mm width and 150 mm depth. The length and location will be shown on the hull construction drawing.
Figure 19. Typical bilge keel mid-ship construction
The first stage is to bend a sufficient number of radiused 12 mm dia. rods to suit the internal dimension of the bilge keel, minus an allowance for skin thickness. Each 12 mm dia. rod prepared is welded directly to the outside of the frame rod to the location dictated by the design. Naturally, these 12 mm radiused legs will have a diminished length towards each end of the bilge keel to provide a fair shape into the hull.
41. Preliminary steelwork for the bilge keel
Similarly 8 mm dia. rod legs are bent to the bilge keel shape, and will be used to divide the frame leg spacing by half thus providing additional support to the longitudinal 8 mm rods added later.
A 12 mm dia. rod is welded to the inside of the radiused leg on the centre line of the bilge keel and allowed to fade into the hull at the ends, where it passes through the hull skin and is suitably welded to the local frame or reinforcement.
The bilge keels are rodded up with 8 mm dia. SBHD rods. The first rod is set parallel and 10 mm away from the outside of the hull reinforcement on both sides of each bilge keel.
One layer of 13 x 13 mm x 19 gauge mesh is offered up to each keel, chalk marked for shape and cut as a pattern for the remaining two layers of mesh. The outside layer of mesh on each keel is cut to allow a 40 mm overlap onto the hull.
Because of the compound curves provided by the shape of the bilge keel, the mesh will need to be carefully worked and stapled to ease it to the shape required.
Suitably sized and number of holes are cut through from the inside of the hull reinforcement to provide access into the bilge keels for poker vibrators when the hull is cast.
As many trawlers will benefit from the addition of a nozzle to provide additional thrust, the requirement will be to provide adequate fixing points for the nozzle to be securely attached to the ferrocement hull.
The design may call for the rudder heel shoe bolt locations to provide the necessary fixing for the bottom of the nozzle.
43. Attachment block for the top of a nozzle
At the top it will be necessary to choose between direct bolting to the hull surface or provide a strong projection down off the backbone so that the nozzle could be bolted through a block provided and the fixings do not penetrate the hull skin. The latter method is usually chosen.
The nozzle's shape on the forward edge on centre line will be the highest point against the backbone and then will then tilt aft towards the keel. The backbone shape works in reverse. A convenient triangular shape is provided to incorporate the stiffened block required for the nozzle's attachment.
A 12 mm dia. rod framework is made and set onto the hull and backbone, the overall width being reduced to allow for the skin thickness on both sides. The framework is securely fastened and tied into the hull reinforcement after aligning accurately to suit the centre line and angle required to fit parallel to the top of the nozzle.
A pair of plates are cut as templates for the cheeks of the block and drilled to suit the size and number of fastenings.
Accurate liner tubes to suit the outside diameter of the fixing bolts are prepared and welded into the reinforcement framework using the templates for location.
After the welding has been completed, 6 mm dia. SBHD rods are welded to the 12 mm dia. rod framework and connected to the hull reinforcement. Three layers of 13 x 13 mm x 19 gauge mesh are then cut, stapled and overlapped 40 mm onto the hull mesh.
The templates are replaced after greasing, bolted through the bolt liner tubes, thus giving a secure guide to width of the block and outline for the plasterers to finish to.
It is essential to have a well ordered casting period. In order to achieve this, initial preparatory work needs to be carried out and will include the following, which can easily be omitted or forgotten, causing problems whilst casting the hull:
a) make absolutely sure that if sub-contract plasterers are to be used that the arrangements, date and time are settled in good time;Prepare alternative arrangements in case of mechanical breakdown to electricity supply, mixer, vibrators, etc.b) check all frame bracing welds, particularly in the areas that will be heavily used whilst moving mix around the hull during the casting period;
c) check over the hull reinforcement; make sure that staples are tight and cut short; no ends, flaps or overlaps of mesh are left unstapled;
d) check that there is no debris or miscellaneous pieces of material in the hull, especially in or under the keel between the keel jig and keel;
e) grease or lightly oil the top of the keel jig, rudder shoe and rudder; cover the rudder gland assembly with polythene or similar; provide protection for the stern tube liner flanges; set greased bolts into all flanges; remove, grease and replace stem head fitting or templates;
f) recheck the shaft line to the engine beds and plummer blocks; set the engine bed top plates and timber packing in a convenient position; tape up exposed bolt threads on the bed and blocks;
g) recheck location of hull skin fitting holes and total number fitted;
h) check that all small tools for casting are available - viz: buckets, pulleys, trowels, hawks, wooden floats;
i) check and run up casting equipment - viz: mortar mixer, vibrator motors and poker pencil ends;
j) check additional floodlights, electric leads, etc. which may be required;
k) check sand supply for quantity, quality and cleanliness, sieve and wash if necessary;
l) make sure that the water tank(s) are perfectly clean prior to filling;
m) check on cement supply and locate adjacent to the mixing position;
n) arrange suitable scaffolding all round and through the top of the craft; arrange two areas on top of the frame bracing for mortar distribution adjacent to the bucket pulleys;
o) check out method and preparation for curing the hull - viz: water supply, hessian/gunny cloth, etc;
p) check out building structure to prevent interference by rain, sun or wind;
q) check that admixtures and/or ice are available for the start of casting;
r) clean up all floor areas in and around the hull; damp down the floor area if required.
The period for carrying out this preparation work is very often limited with the scheduled casting day approaching. However, this time must be allocated to ensure that everything is ready as far as is possible prior to the start of casting.
It must be recognised that the final finish and strength of the vessel lies in the skill and disciplined approach of the workers and supervisors during the casting stage. Therefore, the organisation of the workforce prior to the actual casting day/night is of paramount importance.
A general guide as to the strength of the workforce required for plastering a 12-14 m trawler hull is as follows:
Mixer gang
- 2 men to fill boxes, cement and sand - labourersHandling gang
- 2 men on mixer - skilled men
- 2 men on wheelbarrow - labourersVibrator gang
- 2 men on hoist - labourers
- 1 man on top of boat for distribution - labourer
- 5 men on poker vibrator - skilled menInside gang
- 5 men on inspection - skilled men
- 5 men on floats - skilled menOutside gang
- 5 men to rub down and finish - plasterers
- 14 plasterersClean up gang
- 4 men cleaning up and preparing for curing - labourersAggregate total:
|
Labourers |
7 |
|
Skilled men |
17 |
|
Plasterers |
19 |
|
Cleaners |
4 |
|
|
47 men |
To calculate the suitable number of men required for the casting of any hull will entail a knowledge of their work rate as well as the complexity of the hull to be cast. Obviously, casting a similar sized hull where the skin thickness is related to single rod construction and includes engine beds and small floors, would require considerably less labour.
Despite stating the above, when a first casting is carried out, it will be better to have too much labour than too little, and after assessment adjust the labour requirements on subsequent castings.
For the casting to be successful the following guide lines should be followed:
Mixing gang
One trusted man should be given the authority to maintain the quality and material quantities used in each mix. He should see that the mix remains in the plaster mixer for only the required time of mixing and to keep an eye on the consumption so that his mix is always fresh when being put to use.
Handling gang
A handling gang's prime job is to see that the mix is moved to the hull and transferred for use as quickly as possible. The mix must not be put into buckets and left standing, as the first set on the mix will have occurred and subsequently the other workers will have difficulty in achieving penetration with the mortar.
Vibrating gang
The vibrating gang should be aware that only the minimum application of the vibrator to achieve penetration is desired, and that they should always work with a man inspecting the outside area which is being vibrated.
Inside gang
The inside gang infill the mesh between the areas vibrated and keep up to but behind the vibrator gang to achieve a reasonably even surface to the inside of the hull ready for the final finish by the plasterers.
Outside gang
The outside gang of plasterers keep up to the inside gang but behind them and apply the outside coat of mortar after penetration of the reinforcement has been achieved by the inside gang.
It is the responsibility of the outside plasterers to achieve an even cover of mortar and the desired finish to the craft. A supervisor can check the thickness applied with a simple depth guide.
45. Checking over equipment prior to casting
Clean up gang
A clean up gang is provided to clean up excess mix from the floors, tools and equipment during and after completion of the casting, as well as to start applying hessian or gunny cloth ready for the curing process.
Naturally there should be a person in charge of overall supervision of the casting to ensure that the role of every person involved is being carried out at the required time.
The following are some additional useful points for the person in charge of the casting:
1. Ice to be on site if used, one hour before commencement of casting: 4 blocks = ½ - ^A tonne.46. Quality mixing is essential2. Allow for an average 12 hour session for all men, (this period will vary according to the local climatic conditions and size of hull). It will be necessary to allow for joints in the hull and decks on larger craft, as well as casting the bulkheads separately, and is advisable for maintaining casting quality on hulls over 12 ms in length.
3. Wages for all labour, including subcontract labour, particularly if the work is to be carried out in antisocial hours, should be agreed before work is begun.
4. Refreshment breaks should be taken in an orderly way, whereby no more than five members of the gang are away from their work at any one time.
The casting, as mentioned before, should be carried out in an orderly fashion and it is of little benefit to flood the hull with labour in the initial stages of the work.
It is general practice to stagger the starting time of men so that the work and workers required, follow a progressive order in the work.
The mortar can be applied from the outside of the hull but, in practice, it is better to start from the inside, thus being able to see properly all areas for thorough penetration of the reinforcement.
After checking the start up and first mixes produced from the mixer, the handling gang can move the mix to the transom area so that the mortar can be applied to the rudder block, transom frame, and backbone.
These are vibrated at the same time as the area under the stern liner tube is filled and vibrated. The stern tube area will provide, perhaps, the most difficult to fill and consolidate. Every care should be taken to make sure this area is without voids. This applies to the heel shoe and keel area in general.
After each frame, keel section and beamshelf section, is vibrated and checked, the vibrator gang can move forward into the next bay and the inside gang are set to work.
47. Casting proceeding on the inside of the hull
When each of these gangs have moved forward, the outside plasterers will be able to start the exterior work, always keeping behind the work being carried out on the inside.
When work has progressed so that the first areas worked on are setting adequately, inside finishing can be started so that there are four groups of workers following the work through in the correct manner.
The outside plastering group will also break down into smaller groups as the outside work progresses, with one group laying mix on, another group rubbing down with wooden floats and a third group trowelling up the finish.
As the work progresses through the hull, in addition to the hull and skin to work on, there will be the bilge keels and engine beds to fill and finish. The latter, after filling, will have the timber packer and steel plates tightened down onto the top of the nuts which are welded on the foundation bolts to provide a true flat surface on the top of the bed. The timber packer will provide the guide to the width of the bed for the plasterers.
48. Finishing the transom and laying up on the hull
By the time the stem is reached it is quite likely that the aft end will be finished and a check should be made on the rudder block and keel dead-wood areas that the mortar is not drying out too quickly. These areas may need to be damped down at intervals to slow down the hardening rate, until the general curing starts.
When the stem is reached, invariably the gang is getting tired and it is now when more attention needs to be paid to prevent voids and a fall off in the standard of finish.
49. The stem area nearing completion
Gradually the number of men working on the hull is reduced as the remaining area to be cast diminishes. The stem will require expert touches to control the true shape from the stem head fitting down to the keel jig.
All limber holes, pipe run holes, frame edgings, beamshelf and sheer edgings, can be cleared or cleaned of excess mortar.
Curing is of utmost importance to the final strength of the mortar. The curing may be carried out by water or steam methods.
Water curing will need to continue for between 14 and 28 days dependent on local conditions, temperature and the type of cement used. Usually, for ordinary Portland cement, the period will be 28 days and for rapid hardening Portland cement, 14 days.
During the period of cure, the temperature should remain as constant as possible above 10°C.
The whole of the hull inside and out should be clad with hessian or gunny cloth which is kept in close contact with the ferrocement surface. The cloth is thoroughly soaked with water until saturated. After the initial soaking the hull will need spraying at regular intervals night and day to maintain a humid and wet environment.
50. Hull casting completed ready for curing
Alternatively, where a water supply is plentiful, a continuous spray system may be used.
The water temperature should, ideally, also be above 10°C.
If steam curing is used, the whole ferrocement structure will need to be covered with a plastic sheet or similar, to form a tent which will be filled with wet low pressure steam. By ensuring an even steam supply throughout the period of curing, all parts of the hull will be subjected to the same curing conditions.
After curing has started, the temperature of the steam will be evenly altered from a starting point of 10°C measured on the surface of the hull and raised and lowered by no more than 10°C per hour, to reach a temperature after six hours of 70°C. This temperature should be maintained +/- 5°C for a further minimum period of ninety six hours, before a gradual lowering over a period of six hours back to 10°C.
The hull should not be subjected to external forces for at least 24 hours after completion of the steam curing process.
It would always be useful to obtain current data for the steam curing application from the equipment suppliers besides adhering to requirements in this regard from classification societies, if the boat is built to rules.
After curing, the curing material can be removed.
Skin fitting holes and liner tube openings are temporarily sealed off below DWL. The hull should be shored up under the bilge keels or as necessary. The hull is then filled up with water to the DWL marked on the frame edging and centre line bracing. The water should be maintained in the hull for a working day to see if there are any leaks.
It is unusual to get leaks in a well cast hull but if there are any, these will need to be rectified, refer to Section 7 Repairs and Joints in Ferrocement.
On completion of the water test the water is drained off. The inside of the hull is cleaned whilst still wet to remove general debris, scum or stains that may have come from the gunny cloth or hessian.
The removable edgings; limber holes, scuppers, frame web and floor edgings, frame bracing, sheer and beamshelf angle, may now be removed after releasing the tie bars. These are cleaned up and stored for use on further construction envisaged. The engine bed tops and plummer block tops are released to check for any hollows in the surface and the foundation bolts regreased. The stern tube liner flanges are cleaned up ready for the stern tube installation.
The 8 mm single coil spring washers are removed from all the edges and the recesses filled, when the hull is dry enough, with a resin based filler. Unless any of these locations are to be used in the fitting out for attachment purposes, generally, the depth of thread will be insufficient for such purposes.
52. Hull with frame edging and bracing removed
Any irregularities to the ferrocement surface may be corrected providing the mesh work is not exposed. If the steelwork has been correctly carried out and the plasterers applied a good finish, there will be very little remedial work to be done.
The underside of the keel can only be checked over after the keel jig has been removed. When this is carried out the threaded rod retainers in the keel will need to be sheared off and ground back and filled. The spacers provided to maintain a 10 mm gap between the keel reinforcement and the top of the jig, as explained earlier, can either be left in or removed and filled as is appropriate.
To prevent the keel edge being chipped whilst moving the hull or slipping the craft, the bottom edges should be bevelled by grinding back some 10 mm.
The rudder gear heel shoe may be removed and the skeg checked over. The heel shoe is refitted using an appropriate bedding material. The rudder liner tube flanges are cleaned up ready for final installation of the rudder gear.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
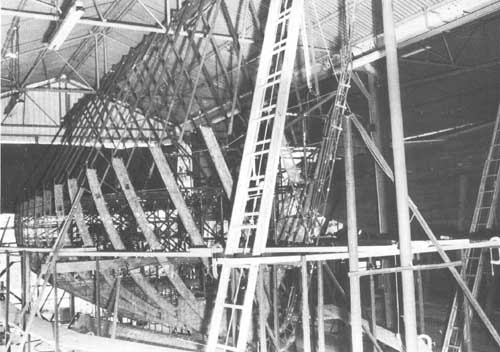{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
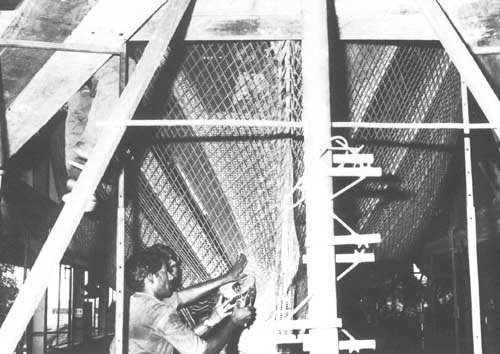{kind=link}
{kind=link}
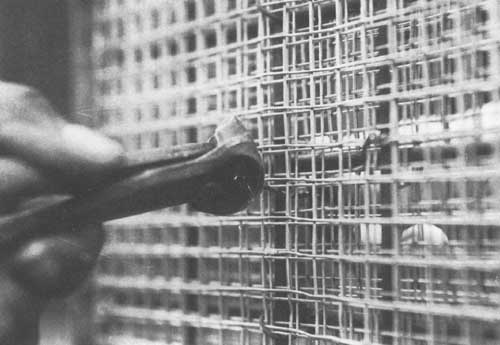{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
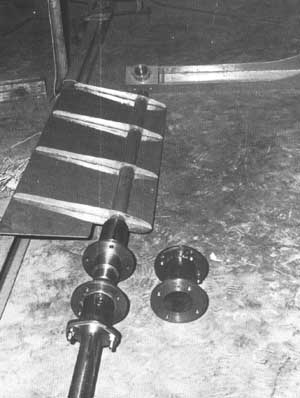{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
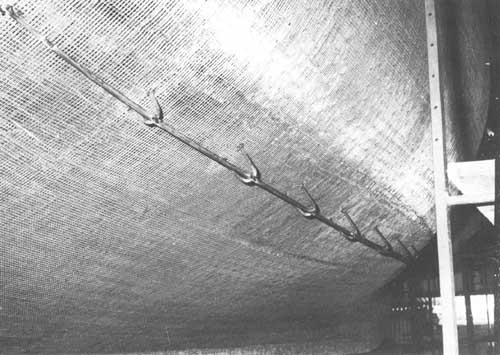{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
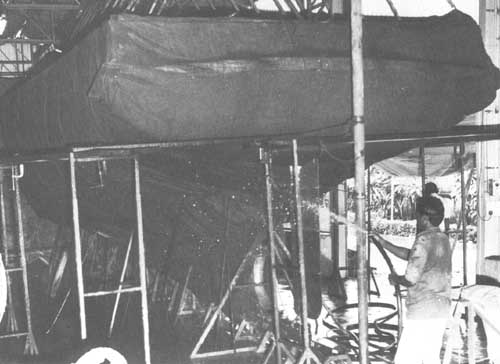{kind=link}
{kind=link}